模块五 数控车床典型零件加工实例本课题主要选取了两个实例,一个就是模具数控车加工实例,一个就是中级数控车床操作工应会试题
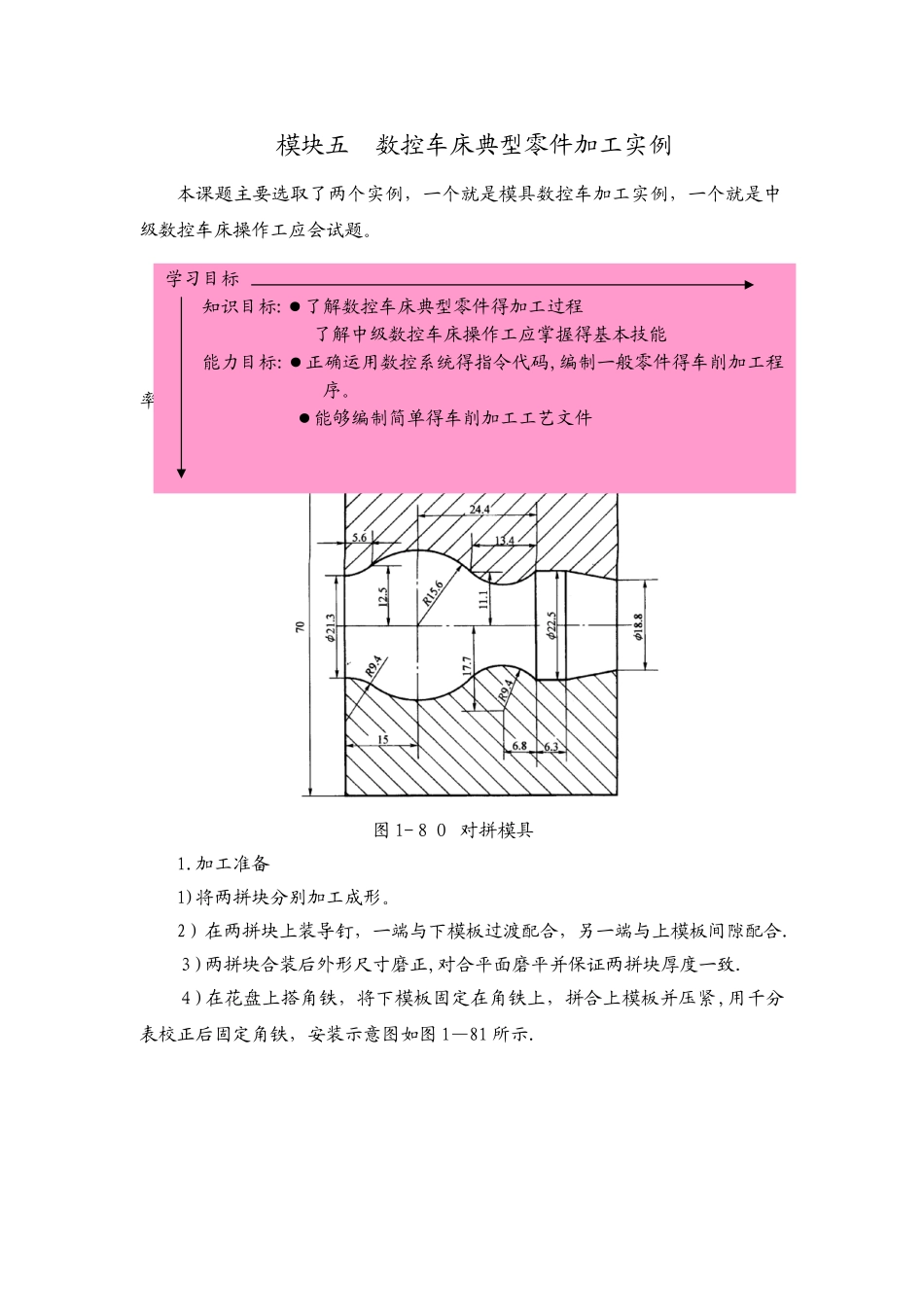
实例 1:加工如图 1—8 0 所示得对拼模具型腔
用车床加工成形部分,假如采纳普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低
所以采纳数控车床进行加工最合适
图 1-80 对拼模具1
加工准备1)将两拼块分别加工成形
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致
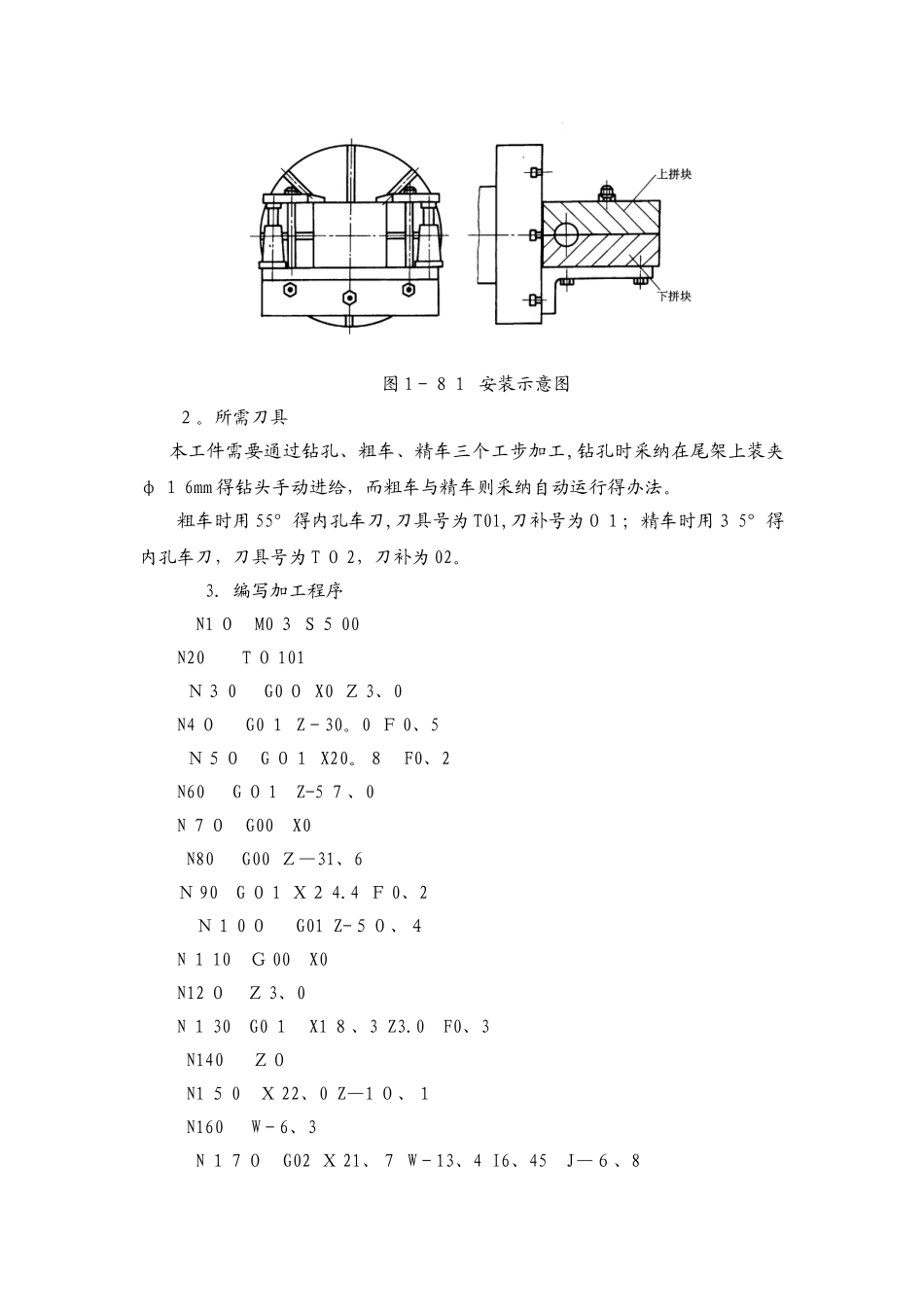
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图 1—81 所示
学习目标知识目标:●了解数控车床典型零件得加工过程了解中级数控车床操作工应掌握得基本技能能力目标:●正确运用数控系统得指令代码,编制一般零件得车削加工程序
●能够编制简单得车削加工工艺文件图 1-81 安装示意图2
所需刀具 本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采纳在尾架上装夹φ 1 6mm 得钻头手动进给,而粗车与精车则采纳自动运行得办法
粗车时用 55°得内孔车刀,刀具号为 T01,刀补号为01;精车时用3 5°得内孔车刀,刀具号为 T 0 2,刀补为 02
3.编写加工程序 N1 0 M0 3 S 5 00 N20 T 0 101 N3 0 G0 0 X0 Z 3、0 N4 0 G0 1 Z-30
0 F 0、5 N50 G 01 X20
8 F0、2 N60 G 0 1 Z-5 7、0 N 70 G00 X0 N80 G00 Z—31、6 N 90 G 0 1 X2 4
4 F 0、2 N1 0 0 G01 Z-50、4 N 1 10 G 00 X0 N12 0 Z 3、0 N 1 30 G0 1 X1 8、3 Z3
0 F0、3 N140 Z0 N1