1、概述 区域管道安装包括空气预冷、分子筛纯化、空气过滤器及压缩系统、透平膨胀机系统、液氧液氩贮存系统、空分塔系统、调压站及站区管线中得氧气、氮气、氩气、空气、水五种管道得安装
各系统得设备通过相关管道彼此相连,使各系统成为不可分割得整体,在这个整体内完成从空气到氧气、氮气、氩气得生产
施工依据及执行标准2、1施工依据:施工图及相关管道技术文件 施工图号:6 7、2 8 5 Q 1、6 7、285Q 2、67、285 Q3、67、2 8 5Q4、6 7、285 Q 5、67、2 8 5Q6、67、2 8 5Q 7、67、285Q82、2 执行标准:施工图及相关管道技术文件 施工图号:6 7、2 85 Q1、67、285Q2、67、285Q3、6 7、2 8 5 Q 4 、 6 7 、 28 5 Q5 、 6 7 、 2 8 5 Q6 、 67 、 2 85Q7、67、28 5Q8GBJ2 3 6—8 2《工业管道焊接工程施工及验收法律规范》G BJ50235—97《工业金属管道工程施工及验收法律规范》焊接工艺4、管道焊接质量得控制4、1 区域管道所用钢材及焊条应具备出厂合格证书
4、2 具有若干名能适应安装需要,经培训、考试合格取得相应资格证书得电焊工及无损探伤工
4、3 焊接设备具有参数稳定、调节灵活满足焊接工艺要求与安全可靠得性能
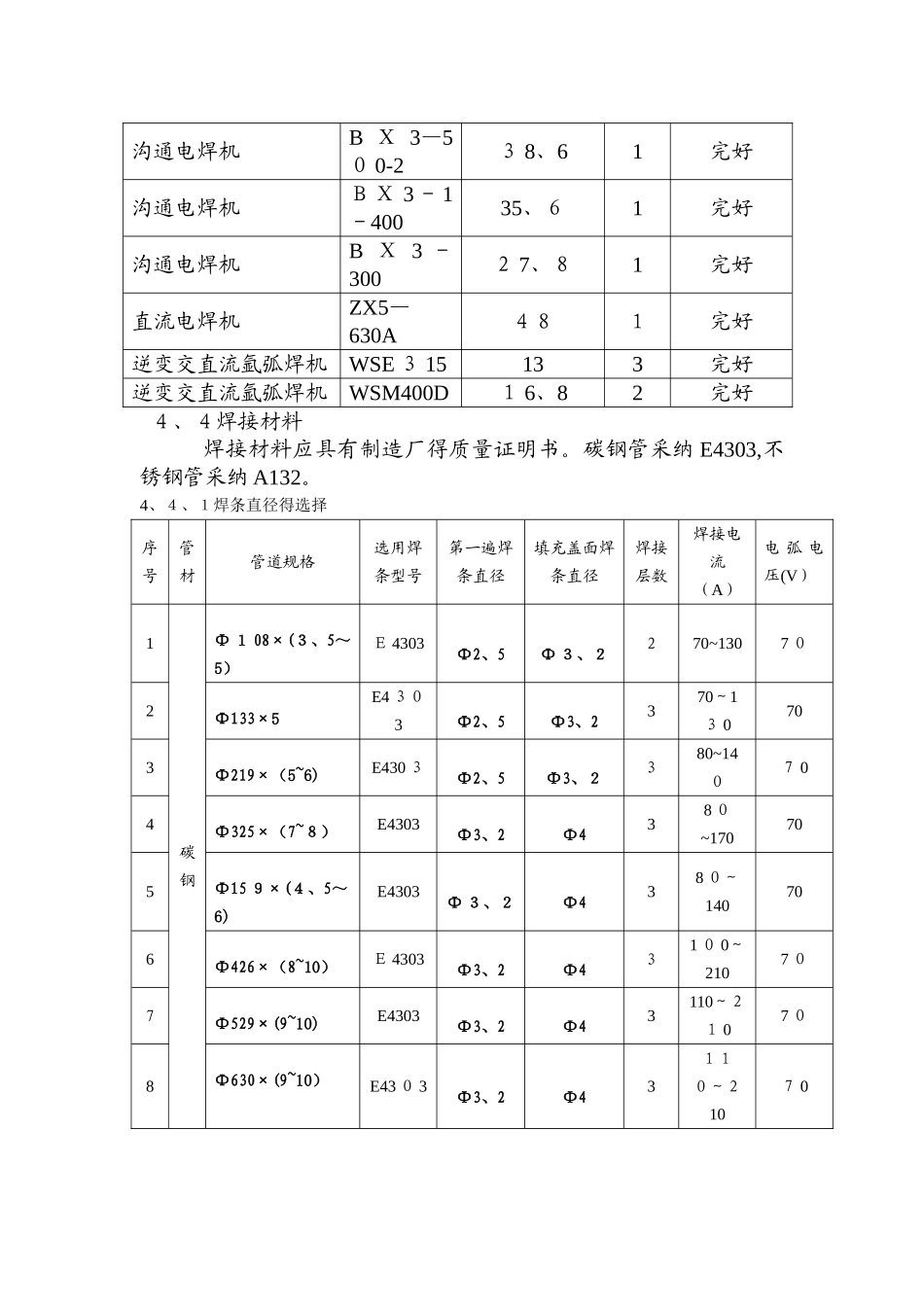
焊接设备见下表:焊接设备名称型号动力(KW)数量完好情况沟通电焊机BX 3-5004 8、72完好沟通电焊机BX3-5 0 0-137、21完好焊机电流调整焊缝组对焊接X 射线照相沟通电焊机B X 3—50 0-23 8、61完好沟通电焊机BX 3 - 1-40035、61完好沟通电焊机B X 3 -3002 7、81完好直流电焊机ZX5—630A481完好逆变交直流氩弧焊机WSE 3 15133完好逆变交直流氩弧焊机WSM400D1 6、8