直螺纹丝头加工工艺1、施工准备(1)人员准备 所有从事钢筋丝头现场加工与接头安装应按接头技术提供单位得加工、安装技术要求进行,操作人员必须经培训合格后上岗
(2)主要机具 H G S—40DZ S型直螺纹螺纹滚丝机、螺纹环规(通规、止规)、力矩扳手及管钳、锯床、直尺、卡具、钢丝刷、钢筋支架等
(3)材料准备1)钢筋性能及钢套筒外观均符合国家现行有关标准得规定要求
2)钢筋端面平整、与轴线垂直,没有马蹄形或挠曲现象
3)钢套筒与钢筋端部清理洁净,钢套筒与钢筋规格一致
2、操作工艺(1)滚轧正丝时,先顺时针转动进给手柄,使机身移动到起始位置,接通电源,将配电箱里开关合上,钮子开关拧至正丝,再将操作面板开关旋转为正转位置,逆时针转动进给手柄,此时主轴逆时针转动(在钳口一侧面对机头)水泵接通,向工件方向手动进给实现削切,当剥肋长度达到要求时,剥肋刀会自动张开,转动手柄继续进给,即开始滚压螺纹(开始上丝时要用力)待上丝后即可实现自动进给,直到整个滚转过程完成后自动停车并自动反转回车
(2)当自动回车结束后,顺时针转动进给手柄,将滚丝头退回到初始位置自动停车,此时剥肋机构自动复位
卸下加工完成得工件,如此反复工作
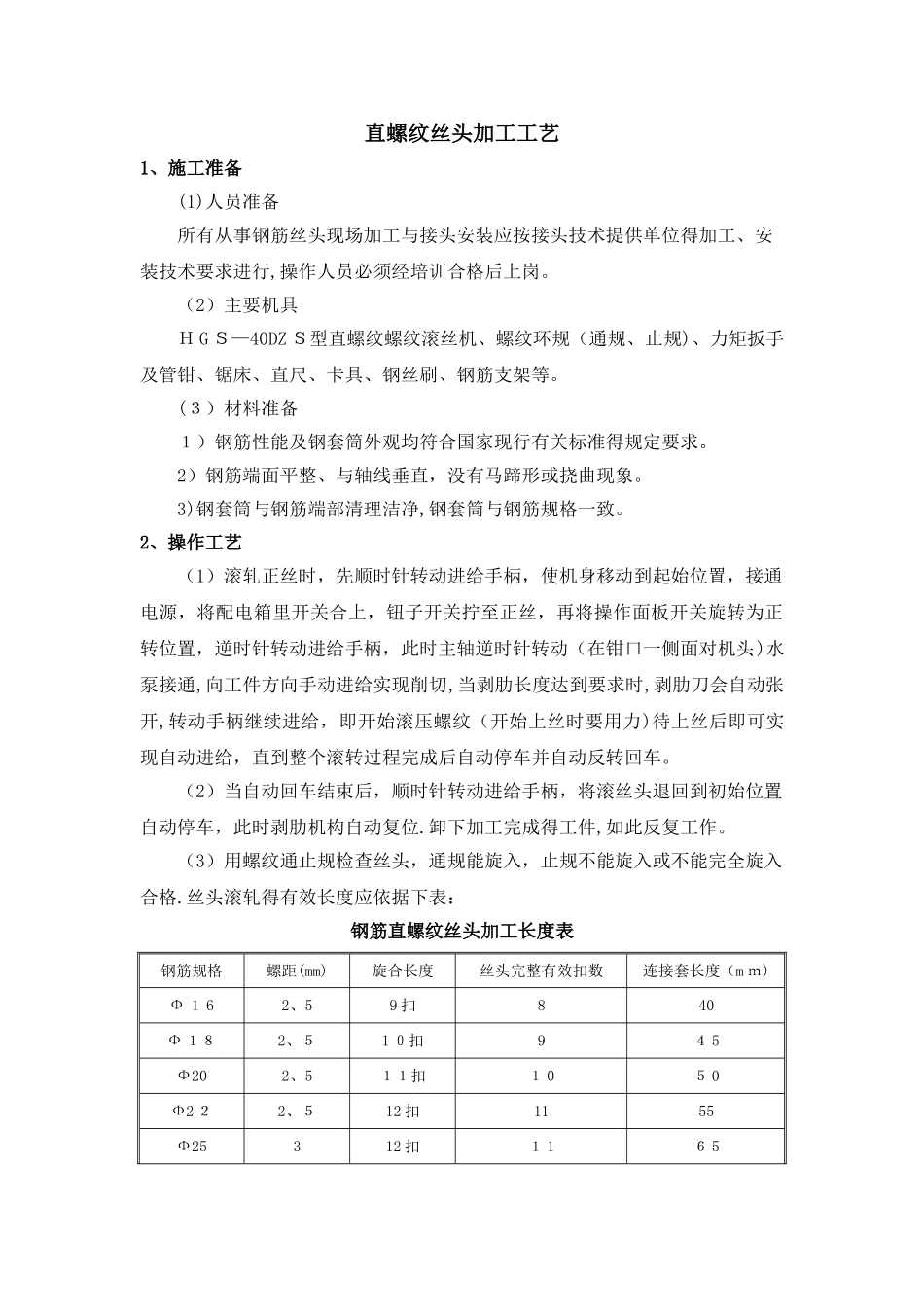
(3)用螺纹通止规检查丝头,通规能旋入,止规不能旋入或不能完全旋入合格
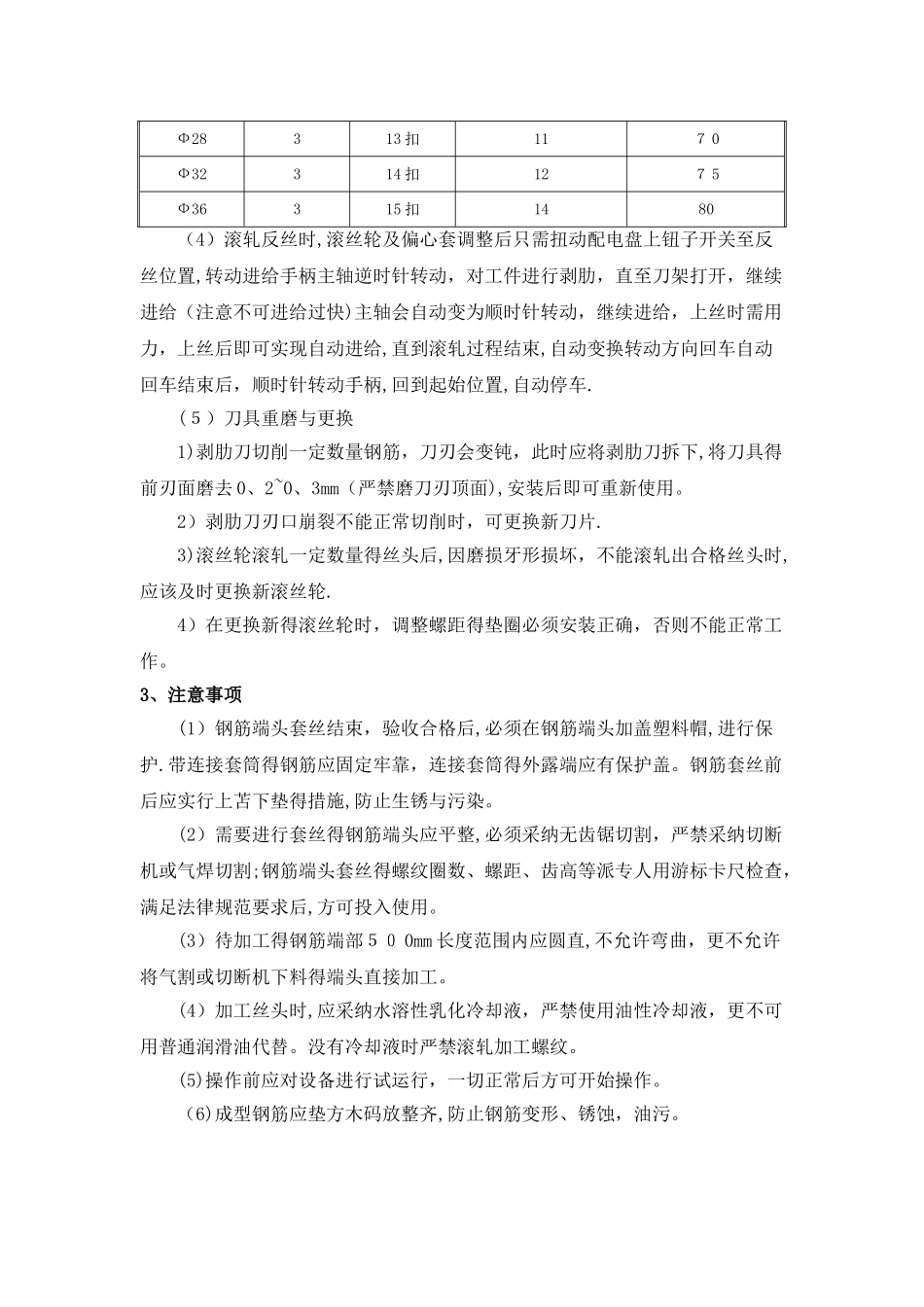
丝头滚轧得有效长度应依据下表:钢筋直螺纹丝头加工长度表钢筋规格螺距(mm)旋合长度丝头完整有效扣数连接套长度(m m)Ф 1 62、59 扣840Ф 182、51 0扣94 5Ф202、511扣1 05 0Ф2 22、512 扣1155Ф25312 扣1 16 5Ф28313 扣117 0Ф32314 扣127 5Ф36315 扣1480(4)滚轧反丝时,滚丝轮及偏心套调整后只需扭动配电盘上钮子开关至反丝位置,转动进给手柄主轴逆时针转动,对工件进行剥肋,直至刀架打开,继续进给(注意不可进给过快)主