《管套注塑成型与模具设计》课程设计说明书 班级: 机械 1304 学号: 姓名: 指导老师: 时间: 12
26 目 录1、 零件成型工艺分析……………………………………………………………
1 产品结构分析及材料选择2、设计计算 ……………………………………………………………
1、计算制品的体积和重量2
2、确定型腔数目2
3、选择注射机型号与校核2
4、选择分型面2
5、确定型腔的布置方案3、模具结构设计 ……………………………………………………………
1、模架的设计与选择3
2 浇注系统的设计3
3 顶出机构设计3
4 冷却系统设计4、模具 3D 结构设计 ……………………………………………………………
75、结束语 ……………………………………………………………
86、参考文献 ……………………………………………………………
81 零件成型工艺分析产品结构分析及材料选择1
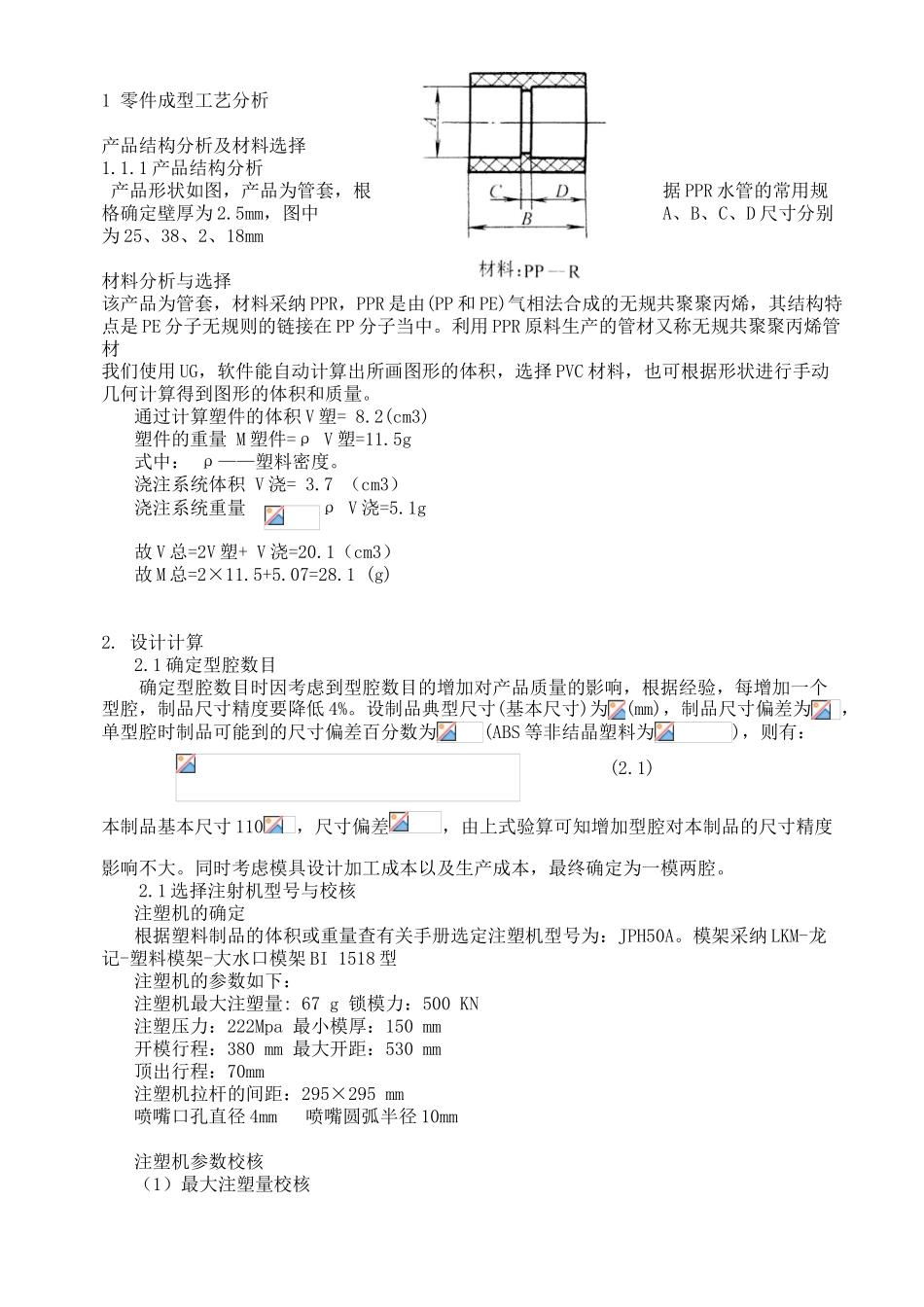
1 产品结构分析 产品形状如图,产品为管套,根据 PPR 水管的常用规格确定壁厚为 2
5mm,图中A、B、C、D 尺寸分别为 25、38、2、18mm材料分析与选择 该产品为管套,材料采纳 PPR,PPR 是由(PP 和 PE)气相法合成的无规共聚聚丙烯,其结构特点是 PE 分子无规则的链接在 PP 分子当中
利用 PPR 原料生产的管材又称无规共聚聚丙烯管材我们使用 UG,软件能自动计算出所画图形的体积,选择 PVC 材料,也可根据形状进行手动几何计算得到图形的体积和质量
通过计算塑件的体积 V 塑= 8
2(cm3) 塑件的重量 M 塑件=ρ V 塑=11
5g式中: ρ——塑料密度
浇注系统体积 V 浇= 3
7 (cm3)浇注系统重量 ρ V 浇=5
1g故 V 总=2V 塑+ V 浇=20
1(cm3)故 M 总=2×11