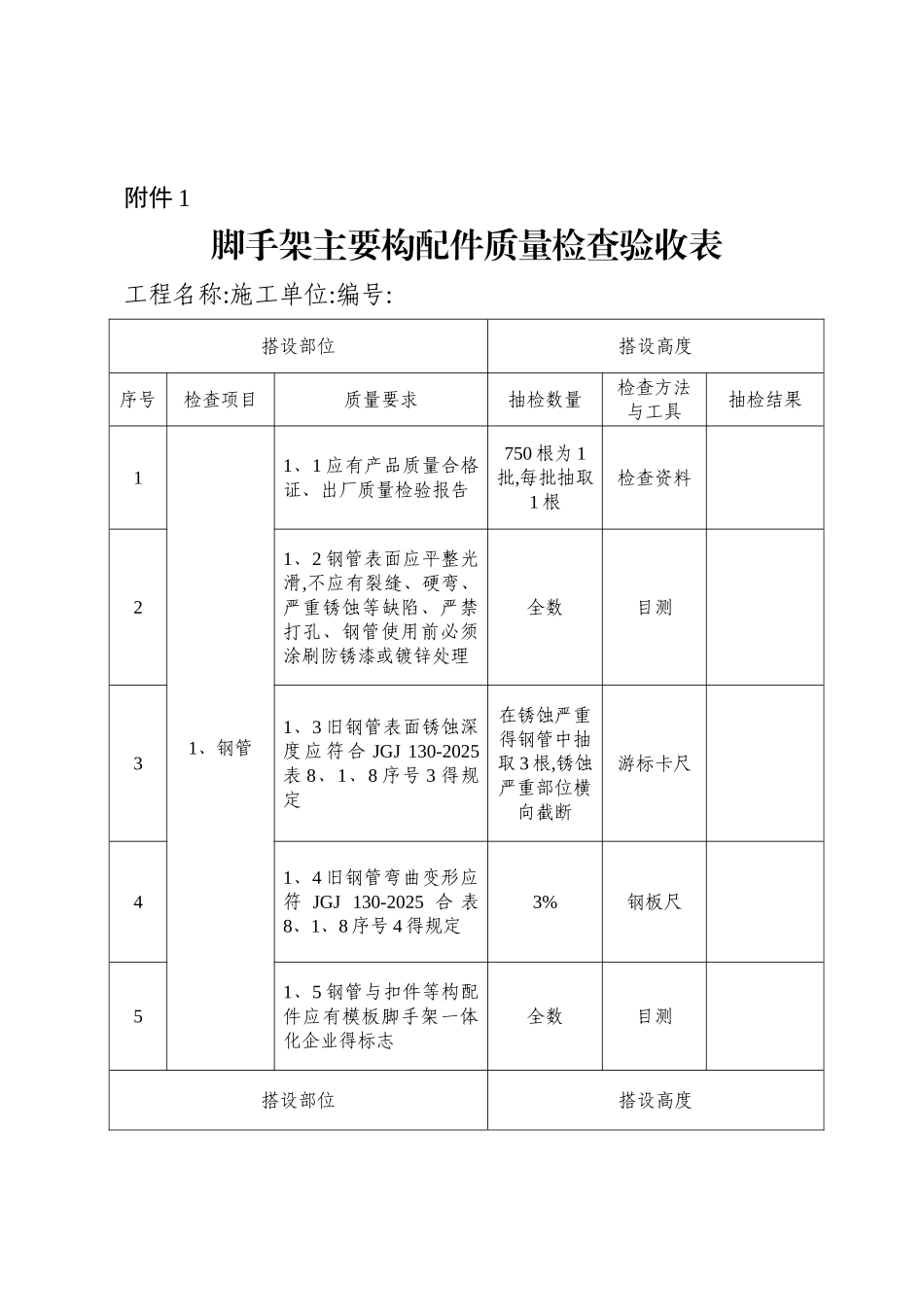
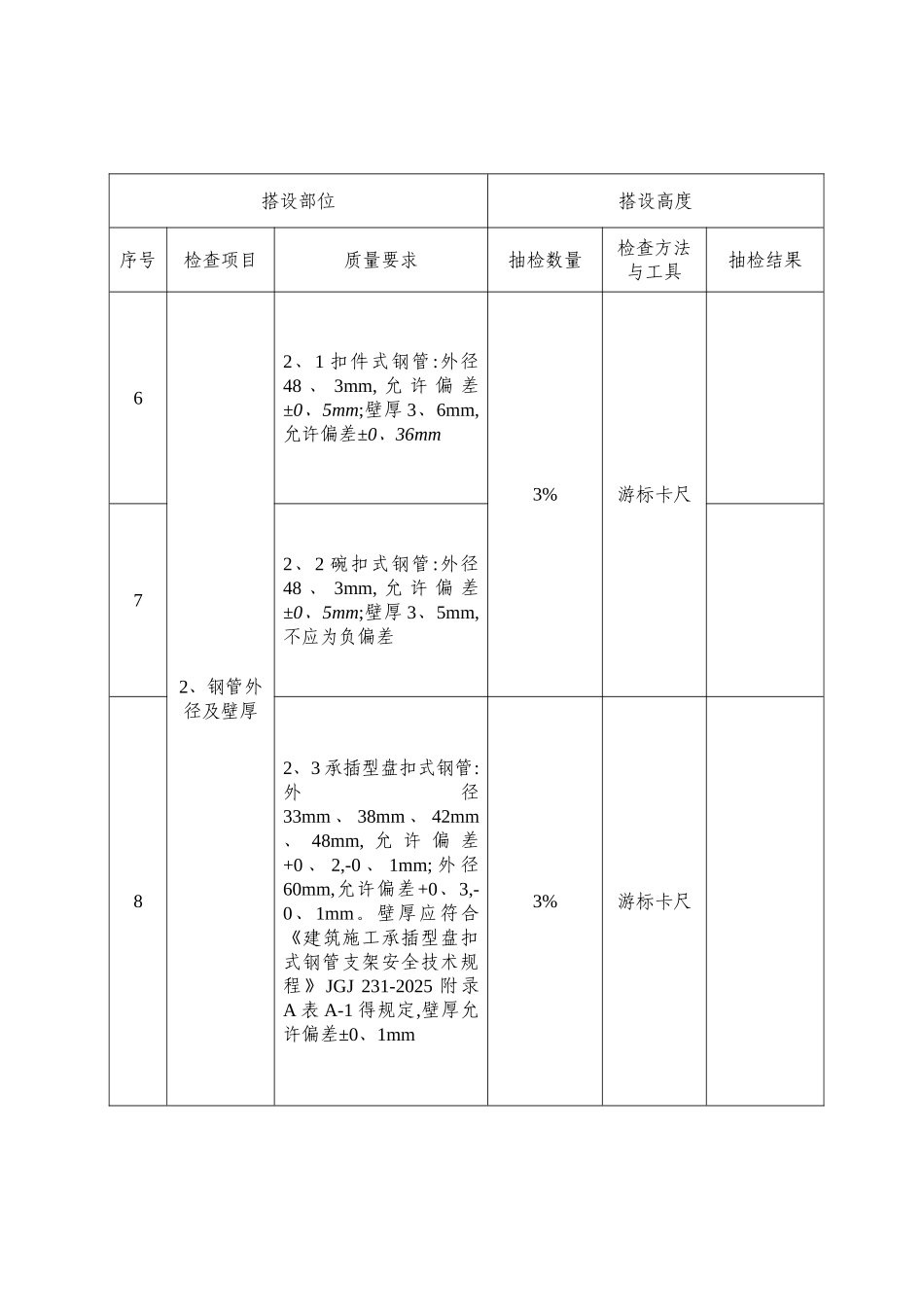
附件 1脚手架主要构配件质量检查验收表工程名称:施工单位:编号:搭设部位搭设高度序号检查项目质量要求抽检数量检查方法与工具抽检结果11、钢管1、1 应有产品质量合格证、出厂质量检验报告750 根为 1批,每批抽取1 根检查资料21、2 钢管表面应平整光滑,不应有裂缝、硬弯、严重锈蚀等缺陷、严禁打孔、钢管使用前必须涂刷防锈漆或镀锌处理全数目测31、3 旧钢管表面锈蚀深度 应 符 合 JGJ 130-2025表 8、1、8 序号 3 得规定在锈蚀严重得钢管中抽取 3 根,锈蚀严重部位横向截断游标卡尺41、4 旧钢管弯曲变形应符 JGJ 130-2025 合 表8、1、8 序号 4 得规定3%钢板尺51、5 钢管与扣件等构配件应有模板脚手架一体化企业得标志全数目测搭设部位搭设高度搭设部位搭设高度序号检查项目质量要求抽检数量检查方法与工具抽检结果62、钢管外径及壁厚2、1 扣件式钢管:外径48 、 3mm, 允 许 偏 差±0、5mm;壁厚 3、6mm,允许偏差±0、36mm3%游标卡尺72、2 碗扣式钢管:外径48 、 3mm, 允 许 偏 差±0、5mm;壁厚 3、5mm,不应为负偏差82、3 承插型盘扣式钢管:外径33mm 、 38mm 、 42mm、 48mm, 允 许 偏 差+0 、 2,-0 、 1mm; 外 径60mm,允许偏差+0、3,-0、1mm
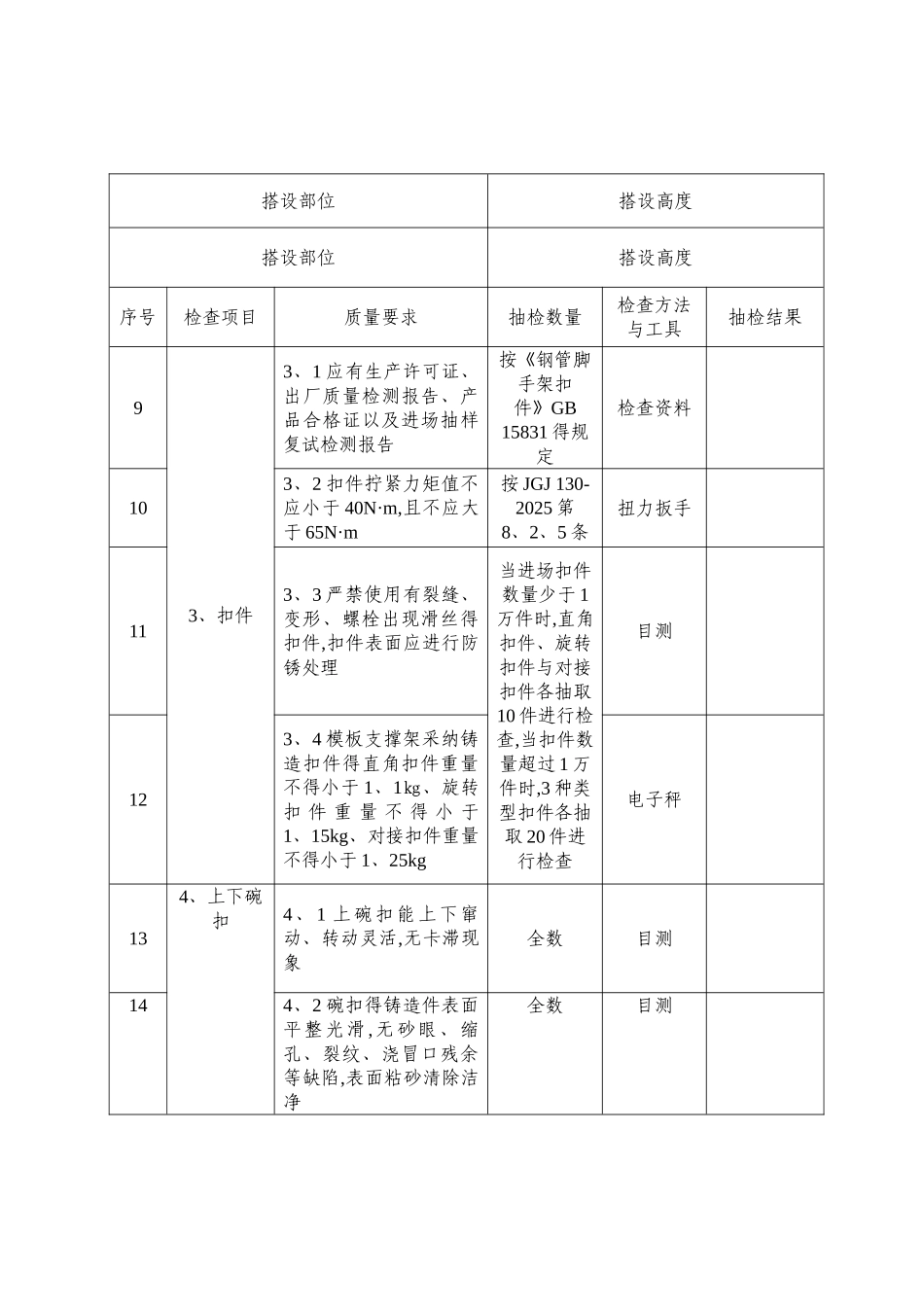
壁厚应符合《建筑施工承插型盘扣式钢管支架安全技术规程 》 JGJ 231-2025 附 录A 表 A-1 得规定,壁厚允许偏差±0、1mm3%游标卡尺搭设部位搭设高度搭设部位搭设高度序号检查项目质量要求抽检数量检查方法与工具抽检结果93、扣件3、1 应有生产许可证、出厂质量检测报告、产品合格证以及进场抽样复试检测报告按《钢管脚手架扣件》GB 15831 得规定检查资料103、2 扣件拧紧力矩值不应小于 40N·m,且不应