绪 论一、本论文讨论的目的和意义随着计算机技术的飞速进展,计算机在工业自动化领域中的应用越来越广泛
可编程控制器就是其中的佼佼者,它以其卓越的性能,高可靠性、能在恶劣环境下工作、维修使用方便、通讯、组网功能强和具有较高的性价比等特点,被广泛的应用于工业控制中
火力发电厂、港口和煤矿等部门都要对出入煤的质量进行分析,分析检验结果作为生产成本核算、控制锅炉工况或作为商品煤结算的依据
煤的质量分析包括采集样品(采样) 、制备试样、分析
用少量的样品的分析结果代表一批煤的质量必定会有偏差
此偏差由采样偏差、制样偏差和分析偏差构成,其中采样偏差最大
因此,分析结果的精确度,很大程度上取决于所采样品的代表性
以前靠人工采样,很难保证样品的代表性
分析偏差太大时还可以重新分析,而样品无代表性时,则往往由于煤已运走或已入锅炉烧掉而无法重新采样
假如煤样品无代表性,则无论分析结果多么精确也毫无意义
国家标准 GB474 规定了各种情况下煤的采样方法
在流动的煤(煤流) 中采样时,应将采样处煤流横截面上的煤全部采出
汽车入厂煤采样机是针对运煤汽车采样而设计的机械化采样设备
该设备集采样、破裂、缩分、集样于一体、结构合理、运行可靠、操作方便
采样制样工艺过程符合GB474,GB475 国家标准
适用于电厂、煤矿、煤码头等进行煤质检验采样的场合
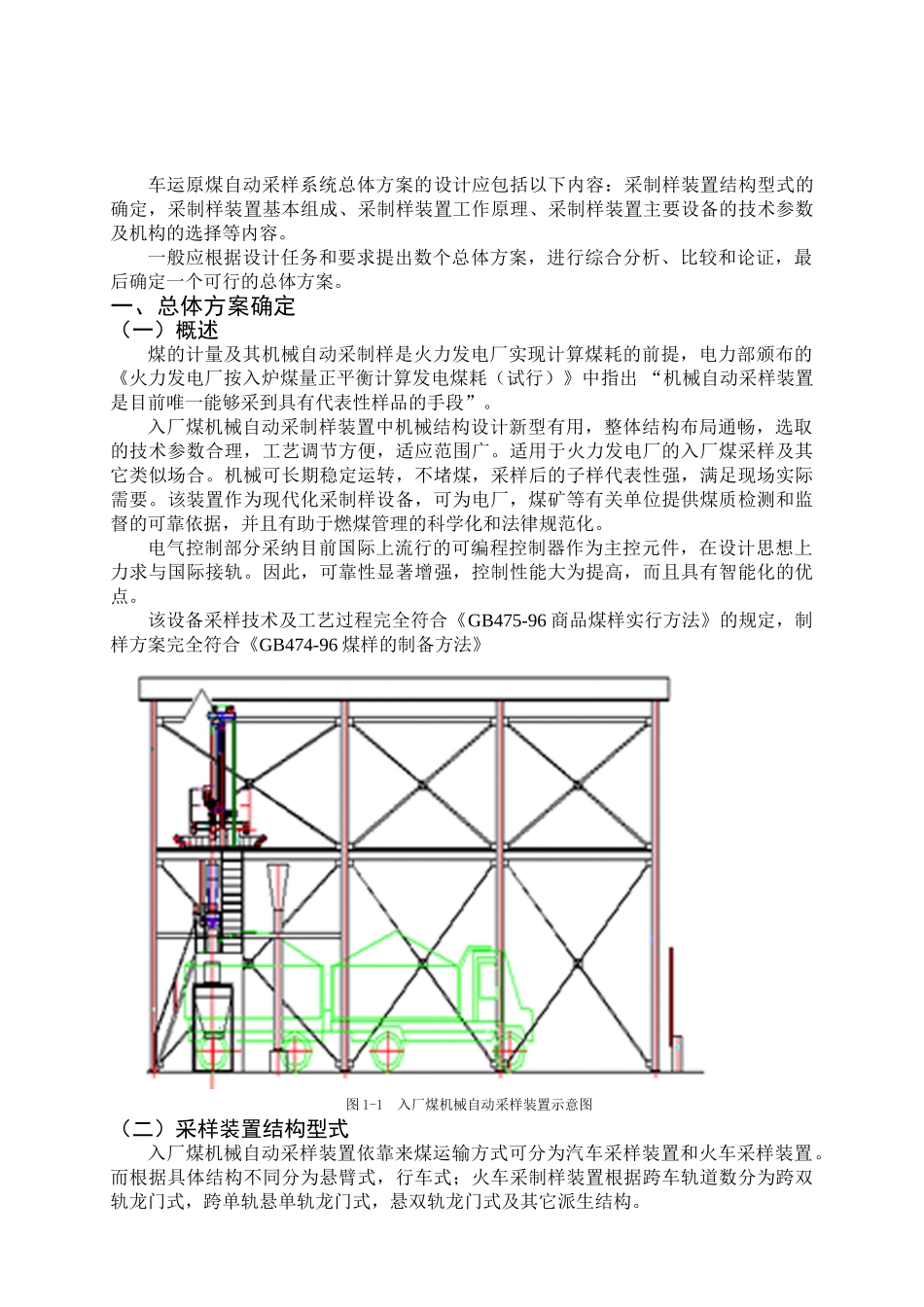
汽车入厂煤采样机主要由采样头、给料机、破裂机、缩分集样器、余煤处理系统组成
首先由钻取式螺旋采样头提取煤样,通过密闭式给料机送放破裂机、破裂后进入缩分集样器,通过缩分的煤样进入集样器,多余的煤样由余煤处理系统反排回汽车或直接排回煤场
采纳本采样系统的优点有:(1)
可实现全断面采样,保证煤样代表性;(2)
采纳专利破裂机,水份适用范围广,减少堵煤可能性;(3)
一体化设计,结构紧凑,采样时间短;(4)
半封闭结构,减少人为与环境因素的影响;(5)