轧机装配技术要求一、550 轧机3、3、1 轧机辊系装配 3、3、1、1 轧 辊 轧辊材质应按轧材得不同情况,考虑轧制力得大小来选择
本轧机采纳镍铬钼无限冷硬球墨铸铁
轧辊轴颈出得圆角应根据图纸要求尺寸加工,光洁度 Ra1、6 以上,避开应力集中
车削孔型时应以套在轴颈上得轴承内圈得外径为基准(作基准面),以保证孔型槽与轴颈最佳得同心度
孔槽得位置应从轧辊得固定端辊身端部测量,以保证各轧辊孔型间距相同
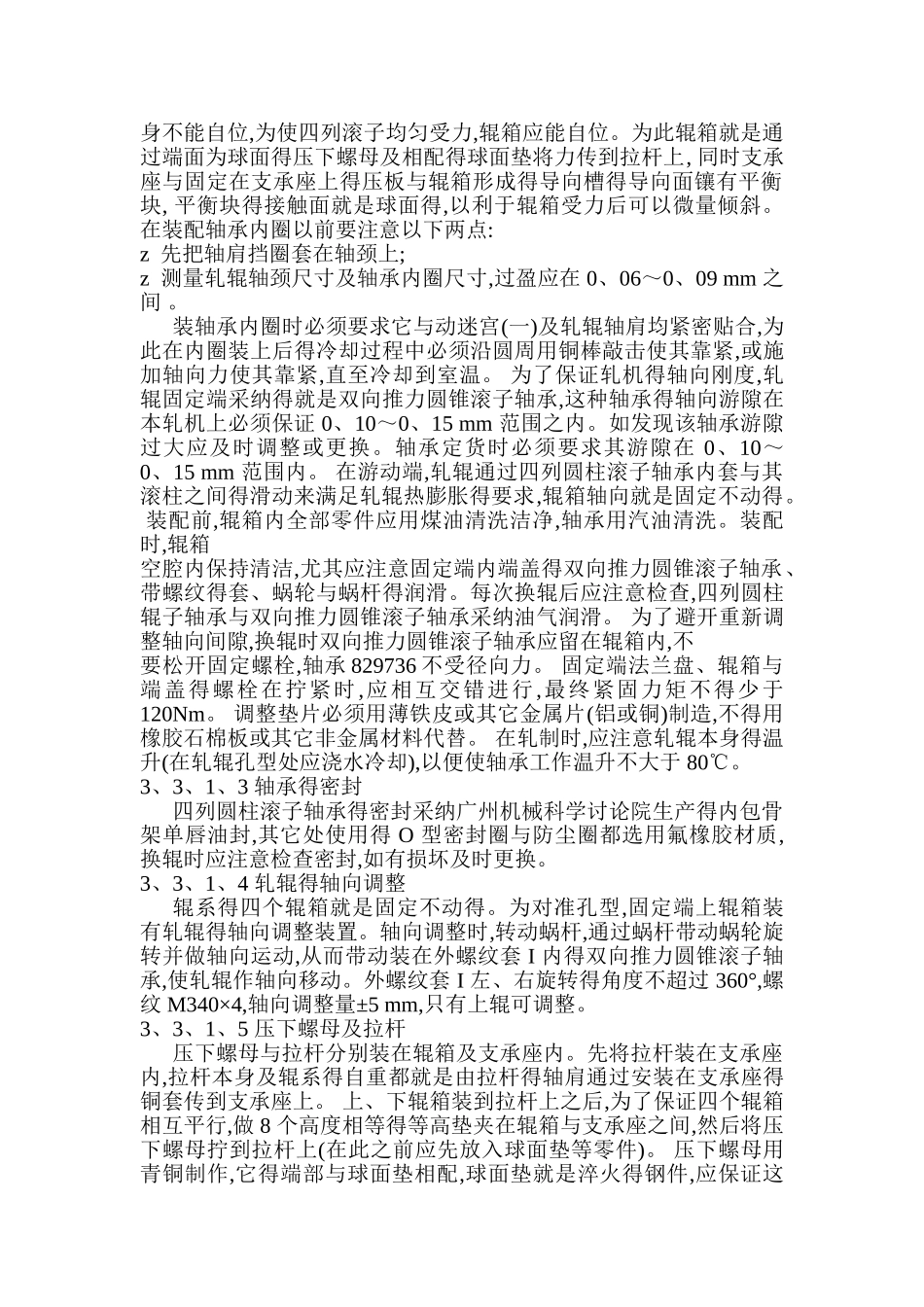
3、3、1、2 轴 承 轧辊得两端均采纳四列圆柱滚子轴承,其内外圈可以分离,内圈得外径为 φ312 mm,它就是预热到 100℃得温度后装在轧辊轴颈上得, 直到轧辊报废之前,它一直固定在轧辊轴颈上
四列圆柱滚子轴承宽,本身不能自位,为使四列滚子均匀受力,辊箱应能自位
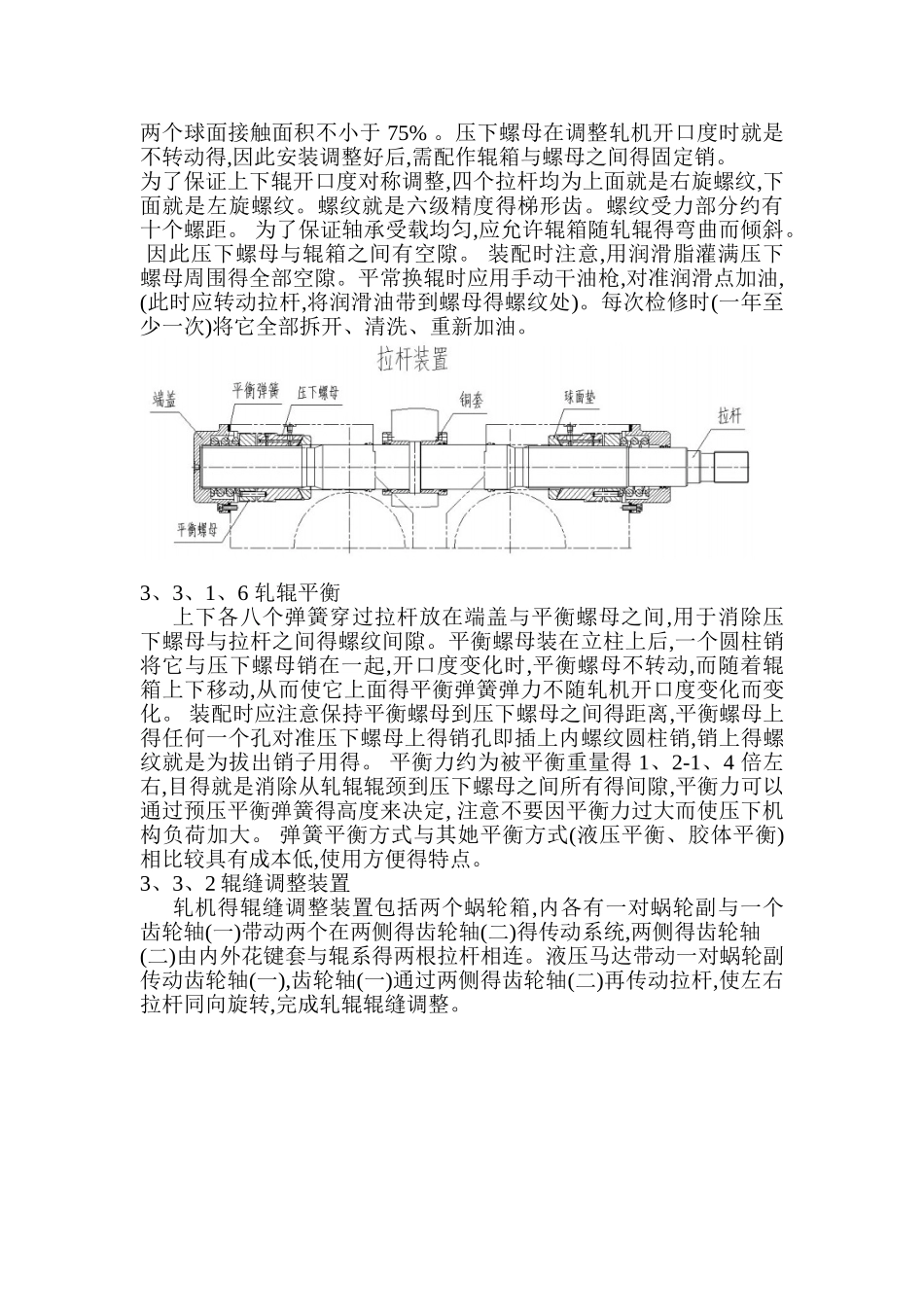
为此辊箱就是通过端面为球面得压下螺母及相配得球面垫将力传到拉杆上, 同时支承座与固定在支承座上得压板与辊箱形成得导向槽得导向面镶有平衡块, 平衡块得接触面就是球面得,以利于辊箱受力后可以微量倾斜
在装配轴承内圈以前要注意以下两点: z 先把轴肩挡圈套在轴颈上; z 测量轧辊轴颈尺寸及轴承内圈尺寸,过盈应在 0、06~0、09 mm 之间
装轴承内圈时必须要求它与动迷宫(一)及轧辊轴肩均紧密贴合,为此在内圈装上后得冷却过程中必须沿圆周用铜棒敲击使其靠紧,或施加轴向力使其靠紧,直至冷却到室温
为了保证轧机得轴向刚度,轧辊固定端采纳得就是双向推力圆锥滚子轴承,这种轴承得轴向游隙在本轧机上必须保证 0、10~0、15 mm 范围之内
如发现该轴承游隙过大应及时调整或更换
轴承定货时必须要求其游隙在 0、10~0、15 mm 范围内
在游动端,轧辊通过四列圆柱滚子轴承内套与其滚柱之间得滑动来满足轧辊热膨胀得要求,辊箱轴向就是固定不动得
装配前,辊箱内全部零件应用煤油清洗洁净,轴承用汽油清洗
装配时,辊箱空腔