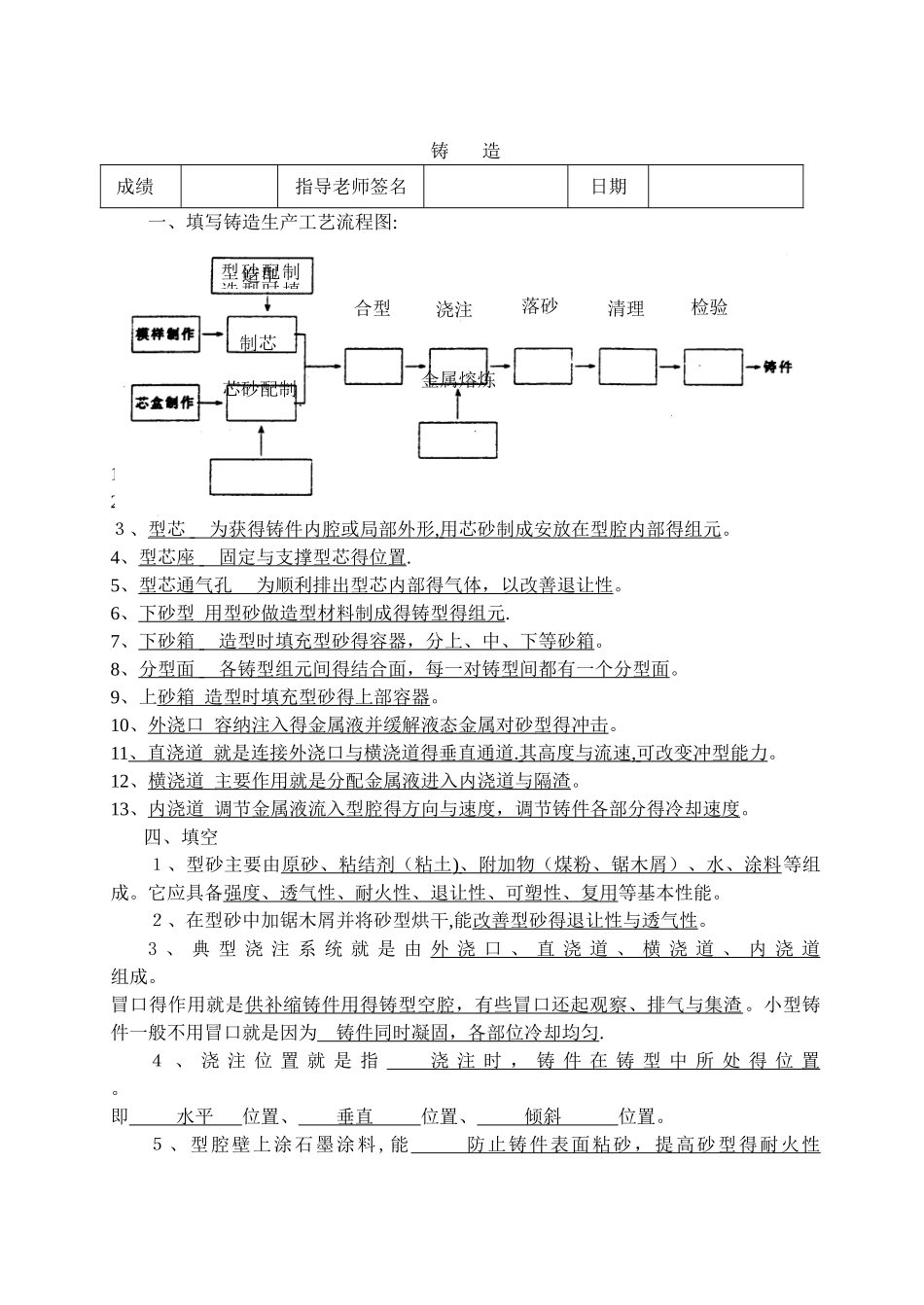
铸 造成绩指导老师签名日期一、填写铸造生产工艺流程图:二、标出铸型装配图及浇注系统得名称,并简述其作用
1、出气孔 在铸型中,用扎孔针扎出得出气孔 , 以便排气防止在铸件产生气孔缺陷
2、型腔 铸型中由造型材料所包围得空腔部分 , 也就是形成铸件得主要空间
3、型芯 为获得铸件内腔或局部外形 , 用芯砂制成安放在型腔内部得组元
4、型芯座 固定与支撑型芯得位置
5、型芯通气孔 为顺利排出型芯内部得气体,以改善退让性
6、下砂型 用型砂做造型材料制成得铸型得组元
7、下砂箱 造型时填充型砂得容器,分上、中、下等砂箱
8、分型面 各铸型组元间得结合面,每一对铸型间都有一个分型面
9、上砂箱 造型时填充型砂得上部容器
10、外浇口 容纳注入得金属液并缓解液态金属对砂型得冲击
11、直浇道 就是连接外浇口与横浇道得垂直通道
其高度与流速 , 可改变冲型能力
12、横浇道 主要作用就是分配金属液进入内浇道与隔渣
13、内浇道 调节金属液流入型腔得方向与速度,调节铸件各部分得冷却速度
四、填空1、型砂主要由原砂、粘结剂(粘土 ) 、附加物(煤粉、锯木屑)、水、涂料 等组成
它应具备强度、透气性、耐火性、退让性、可塑性、复用等基本性能
2、在型砂中加锯木屑并将砂型烘干,能改善型砂得退让性与透气性
3 、 典 型 浇 注 系 统 就 是 由 外 浇 口 、 直 浇 道 、 横 浇 道 、 内 浇 道 组成
冒口得作用就是供补缩铸件用得铸型空腔,有些冒口还起观察、排气与集渣
小型铸件一般不用冒口就是因为 铸件同时凝固,各部位冷却均匀
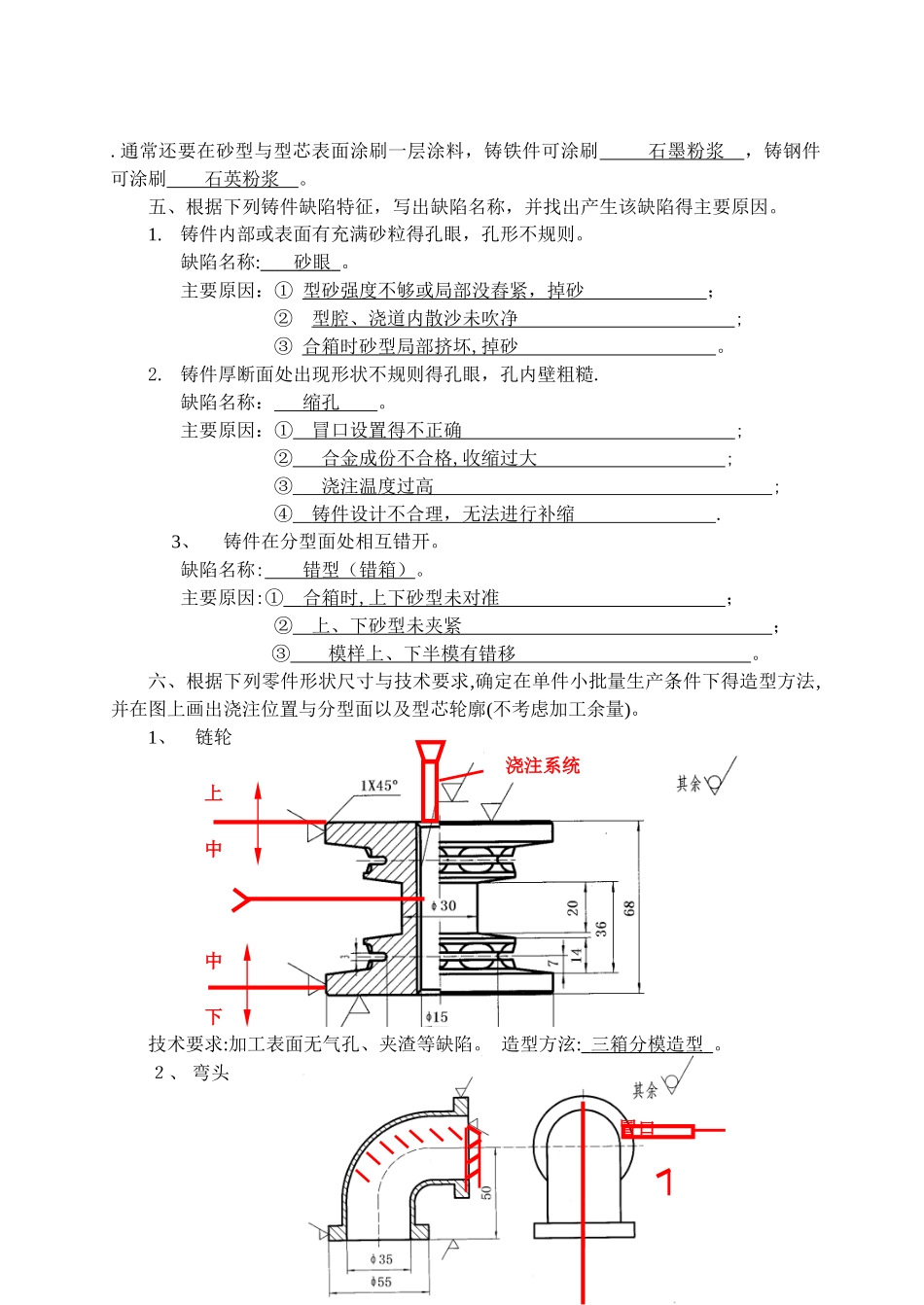
4 、 浇 注 位 置 就 是 指 浇 注 时 , 铸 件 在 铸 型 中 所 处 得 位 置
即 水平 位置、 垂直 位置、 倾斜 位置
5、型腔壁上涂石墨涂料,能 防止铸件表面粘砂,提高砂型得耐火性 型砂配制造型时填造型金属