第一章设计方案的确定 11
1 车镗专机概述 1车镗专机的基本组成 1加工过程 1液压系统 21
2 课程设计任务与要求 2车镗专机的控制要求 2实践任务与要求 31
3 设计方案的确定 3第二章 车镗控制系统电路设计 42
1 电气主电路 42
2 部分硬件设备参数确定 6指示灯的选择 6熔断器的选择 6组合开关与万能转换开关的选择 6控制电路简介 7可编程序控制器(PC)主机 9第三章软件设计 103
1 I/O 的确定与分配 1
2 设计方法
自动加工设计方式
手动加工设计方式1
3 外围设备接线图
第四章课程设计心得体会1
参考文献:15第一章设计方案的确定1
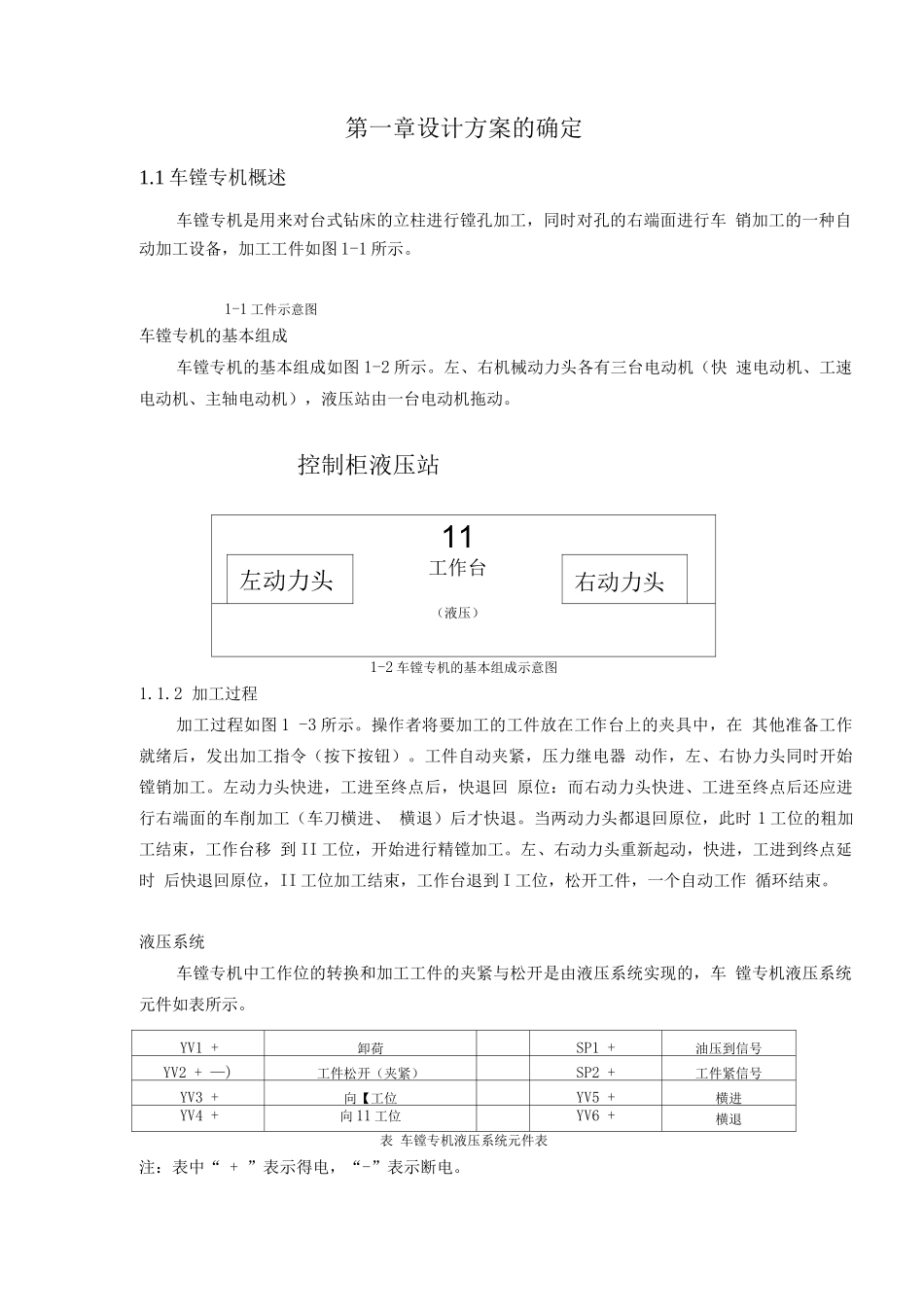
1 车镗专机概述车镗专机是用来对台式钻床的立柱进行镗孔加工,同时对孔的右端面进行车 销加工的一种自动加工设备,加工工件如图 1-1 所示
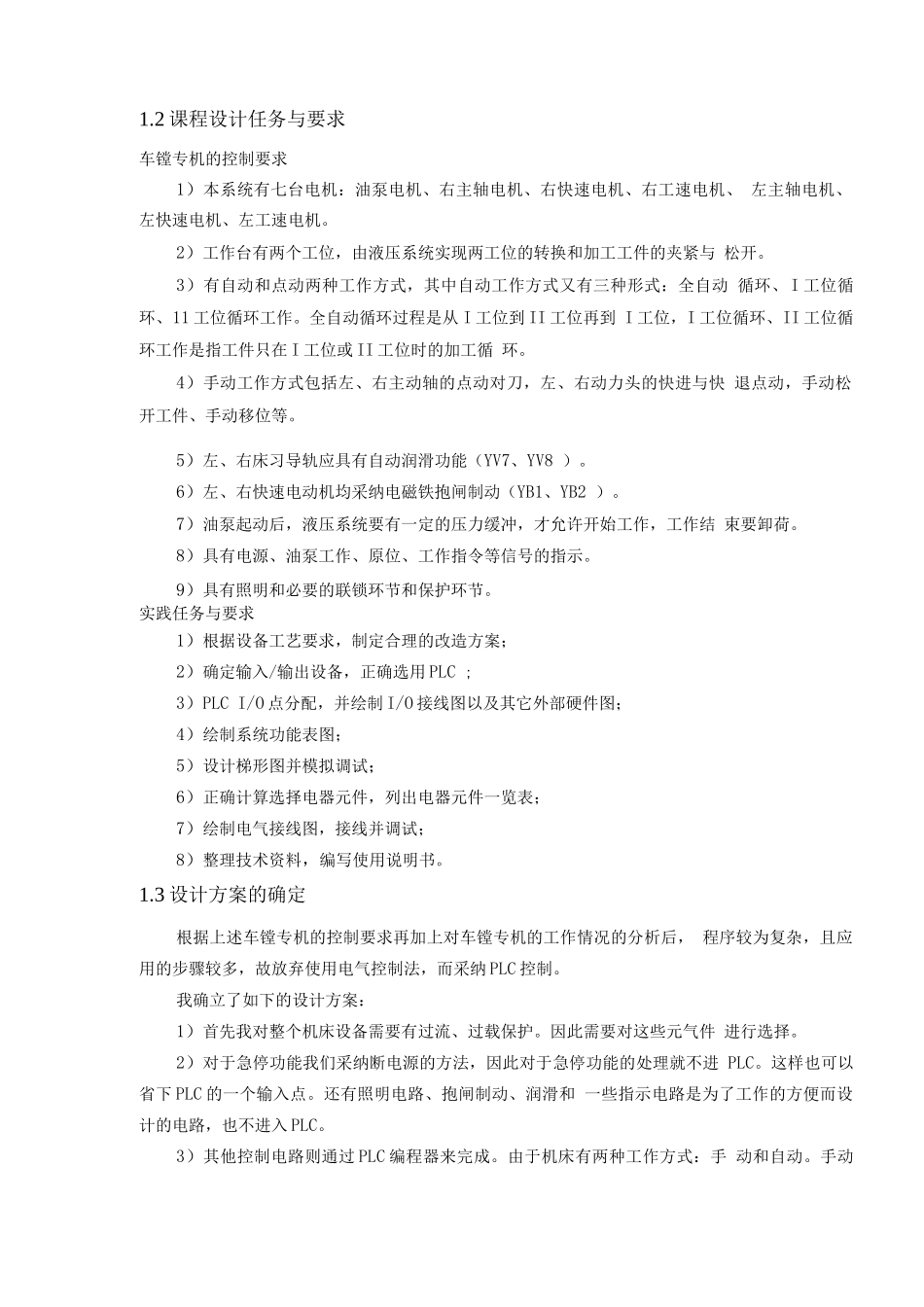
1-1 工件示意图车镗专机的基本组成车镗专机的基本组成如图 1-2 所示
左、右机械动力头各有三台电动机(快 速电动机、工速电动机、主轴电动机),液压站由一台电动机拖动
控制柜液压站11左动力头工作台右动力头(液压)1-2 车镗专机的基本组成示意图1
2 加工过程加工过程如图 1 -3 所示
操作者将要加工的工件放在工作台上的夹具中,在 其他准备工作就绪后,发出加工指令(按下按钮)
工件自动夹紧,压力继电器 动作,左、右协力头同时开始镗销加工
左动力头快进,工进至终点后,快退回 原位:而右动力头快进、工进至终点后还应进行右端面的车削加工(车刀横进、 横退)后才