子午加速轴流式通风机动叶片压型工艺陈金勇刘中鹏王诚玉王常伟/山东电力设备厂摘要:介绍了子午加速轴流式通风机动叶片制作方法,重点阐述了模具 制作、组焊及压型工艺
应用该方法制作的动叶片完全满足设计要求, 比传统的制作方法降低了制作成本,缩短了制作周期
关键词:子午加速轴流式通风机;动叶片;压型中国分类号:TH432
1 文献标识码:B文章编号:16-8155 (28) 05-46-04ProfiledTechnology for Rotating Blade in MeridionallyAccelerated Axial-flow FanAbstract: This paper has introduced the method of manufacturing rota blade in Meridionallyacceleratedxial-flowfan
The mold making, assembly welding and profiletechnologyare especiallypecifiedThe rotating blade manufactured by this method meets the design require completely and the manufacturing cost is lowered and the manufactu circle is shortened compared with conventionalmethod
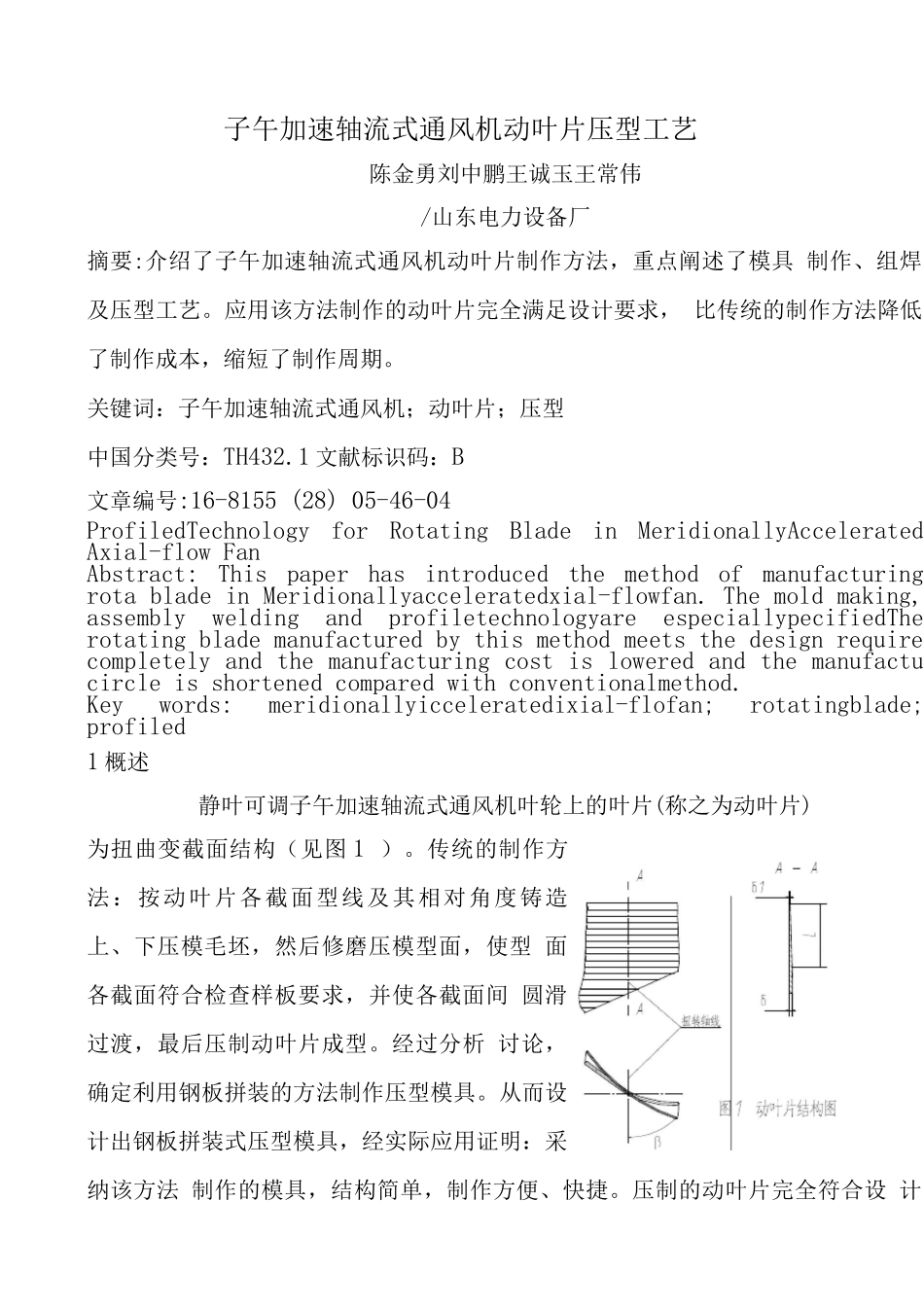
Key words: meridionallyicceleratedixial-flofan; rotatingblade; profiled1 概述静叶可调子午加速轴流式通风机叶轮上的叶片(称之为动叶片)为扭曲变截面结构(见图 1 )
传统的制作方 法:按动叶片各截面型线及其相对角度铸