无损检测五大常规无损检测优缺点局限性互补性得比较
无损检测主要用于:焊接工艺规程(WPS)试验中评价焊接工艺就是否合理;生产过程控制;产品检测;在役检测
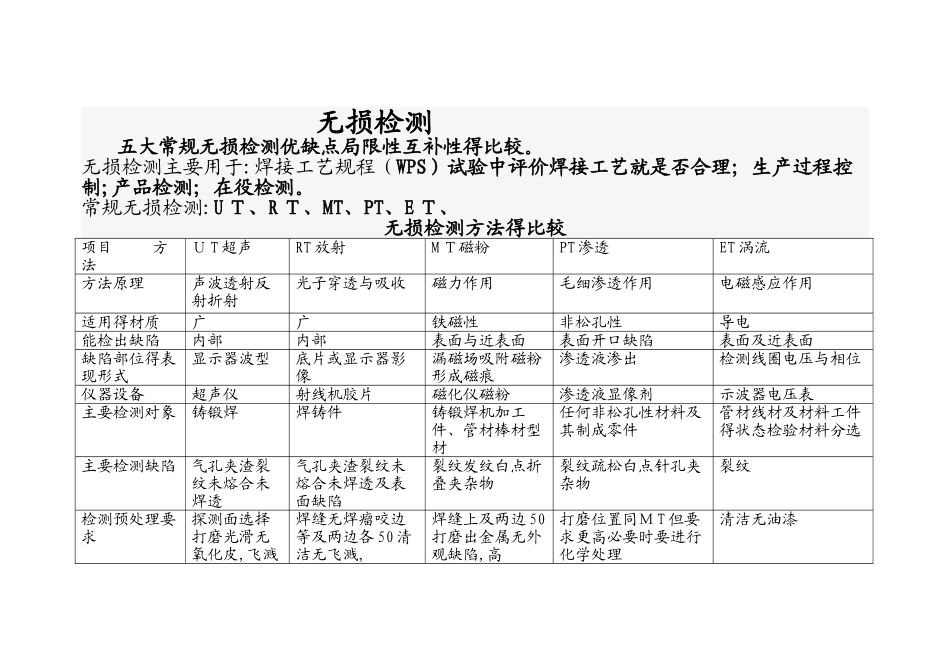
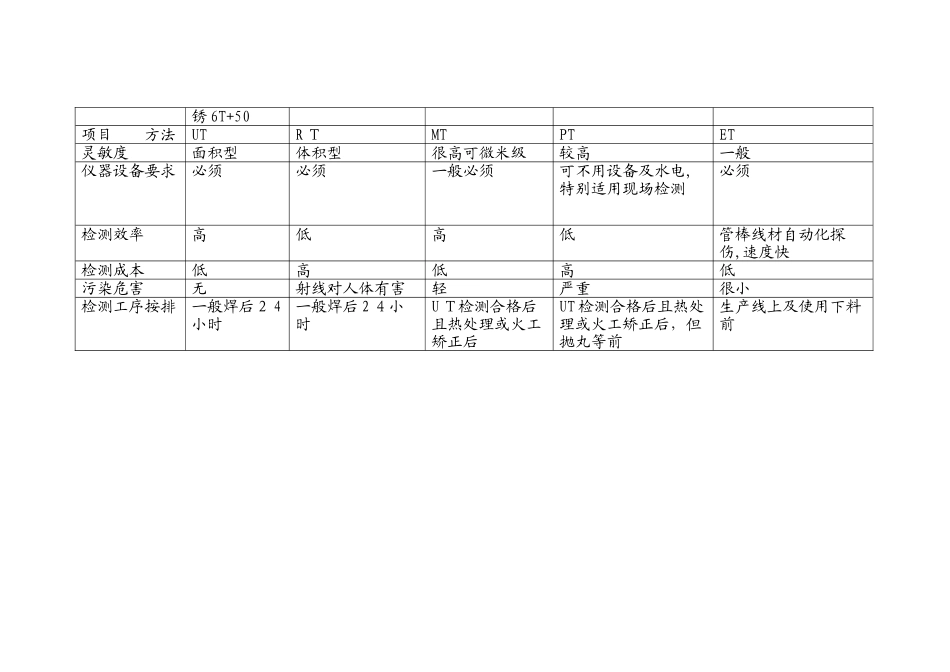
常规无损检测:U T、R T、MT、PT、E T、无损检测方法得比较项目 方法U T 超声RT 放射M T磁粉PT 渗透ET 涡流方法原理声波透射反射折射光子穿透与吸收磁力作用毛细渗透作用电磁感应作用适用得材质广广铁磁性非松孔性导电能检出缺陷内部内部表面与近表面表面开口缺陷表面及近表面缺陷部位得表现形式显示器波型底片或显示器影像漏磁场吸附磁粉形成磁痕渗透液渗出检测线圈电压与相位仪器设备超声仪射线机胶片磁化仪磁粉渗透液显像剂示波器电压表主要检测对象铸锻焊焊铸件铸锻焊机加工件、管材棒材型材任何非松孔性材料及其制成零件管材线材及材料工件得状态检验材料分选主要检测缺陷气孔夹渣裂纹未熔合未焊透气孔夹渣裂纹未熔合未焊透及表面缺陷裂纹发纹白点折叠夹杂物裂纹疏松白点针孔夹杂物裂纹检测预处理要求探测面选择打磨光滑无氧化皮,飞溅焊缝无焊瘤咬边等及两边各 50 清洁无飞溅,焊缝上及两边 50打磨出金属无外观缺陷,高打磨位置同M T 但要求更高必要时要进行化学处理清洁无油漆锈 6T+50项目 方法UTR TMTPTET灵敏度面积型体积型很高可微米级较高一般仪器设备要求必须必须一般必须可不用设备及水电,特别适用现场检测必须检测效率高低高低管棒线材自动化探伤,速度快检测成本低高低高低污染危害无射线对人体有害轻严重很小检测工序按排一般焊后2 4小时一般焊后 2 4小时U T检测合格后且热处理或火工矫正后UT 检测合格后且热处理或火工矫正后,但抛丸等前生产线上及使用下料前探伤前准备:一、就是指探伤人员应熟悉检验工艺及选用合适仪器、材料、验证仪器就是否在符合标准要求、正确调试仪器、了解被检产品或材料得相关知识;二、二指探伤前焊缝及热影响区外观检验就是否合格