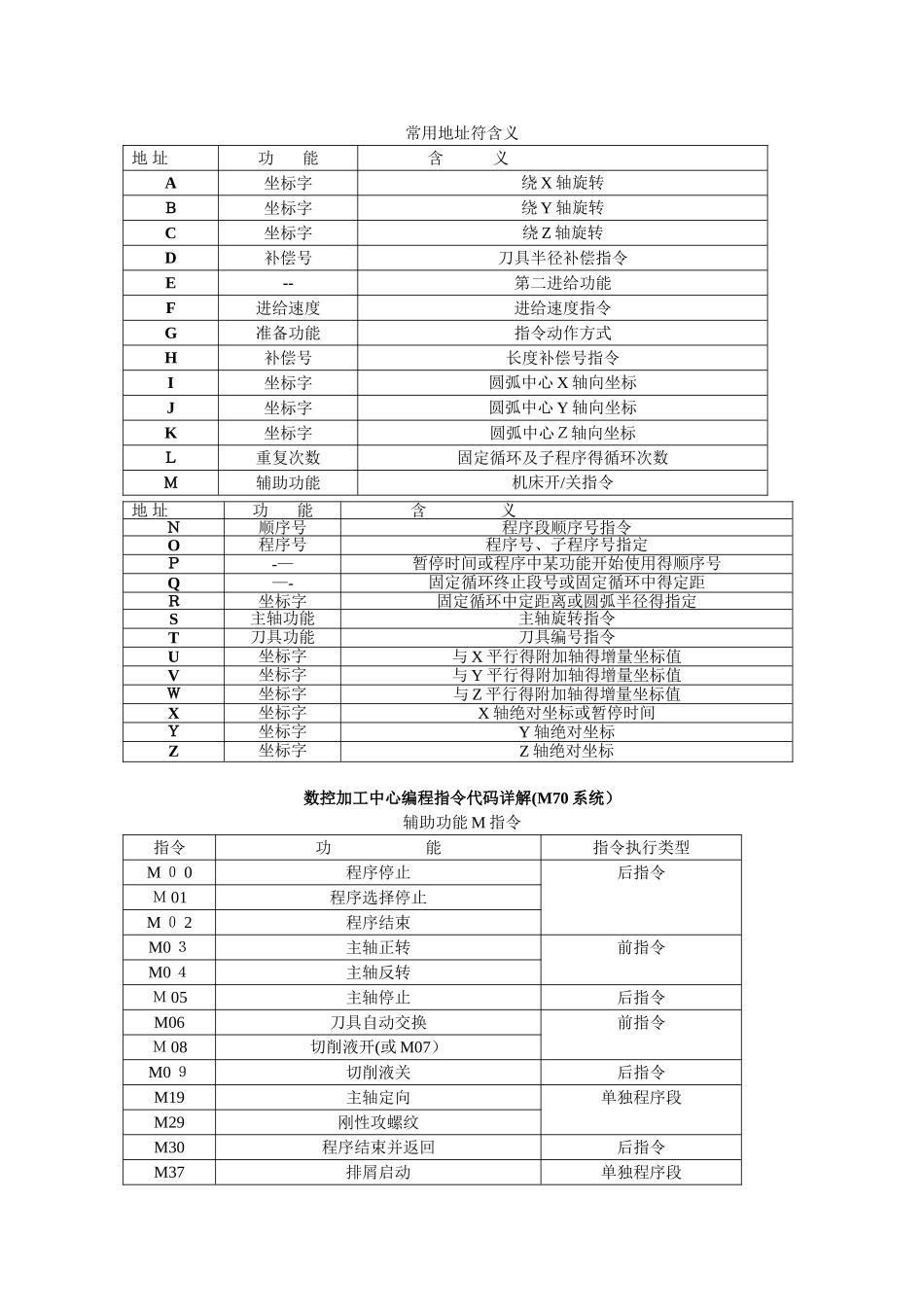
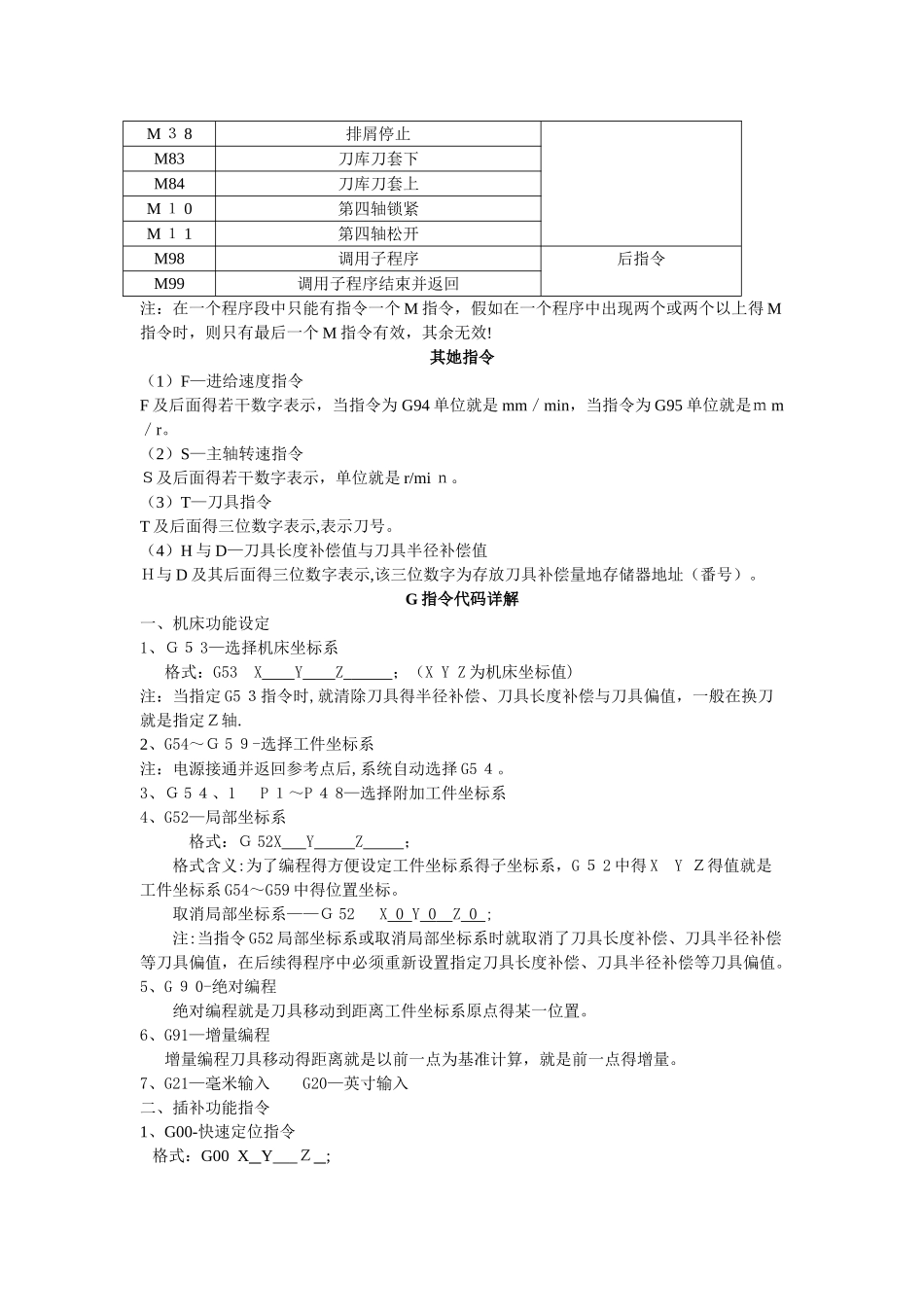
常用地址符含义地 址功 能 含 义A坐标字绕 X 轴旋转B坐标字绕 Y 轴旋转C坐标字绕 Z 轴旋转D补偿号刀具半径补偿指令E--第二进给功能F进给速度进给速度指令G准备功能指令动作方式H补偿号长度补偿号指令I坐标字圆弧中心 X 轴向坐标J坐标字圆弧中心 Y 轴向坐标K坐标字圆弧中心Z轴向坐标L重复次数固定循环及子程序得循环次数M辅助功能机床开/关指令数控加工中心编程指令代码详解(M70 系统)辅助功能 M 指令指令功 能指令执行类型M 0 0程序停止后指令M 01程序选择停止M 0 2程序结束M0 3主轴正转前指令M0 4主轴反转M 05主轴停止后指令M06刀具自动交换前指令M 08切削液开(或 M07)M0 9切削液关后指令M19主轴定向单独程序段M29刚性攻螺纹M30程序结束并返回后指令M37排屑启动单独程序段地 址功 能 含 义N顺序号程序段顺序号指令O程序号程序号、子程序号指定P-—暂停时间或程序中某功能开始使用得顺序号Q—-固定循环终止段号或固定循环中得定距R坐标字固定循环中定距离或圆弧半径得指定S主轴功能主轴旋转指令T刀具功能刀具编号指令U坐标字与 X 平行得附加轴得增量坐标值V坐标字与 Y 平行得附加轴得增量坐标值W坐标字与 Z 平行得附加轴得增量坐标值X坐标字X 轴绝对坐标或暂停时间Y坐标字Y 轴绝对坐标Z坐标字Z 轴绝对坐标M 3 8排屑停止M83刀库刀套下M84 刀库刀套上M 1 0第四轴锁紧M 1 1第四轴松开M98调用子程序后指令M99调用子程序结束并返回注:在一个程序段中只能有指令一个 M 指令,假如在一个程序中出现两个或两个以上得 M指令时,则只有最后一个 M 指令有效,其余无效
其她指令(1)F—进给速度指令F 及后面得若干数字表示,当指令为 G94 单位就是 mm/min,当指令为 G95 单位就是m m/r
(2)S—主轴转速指令S及后面