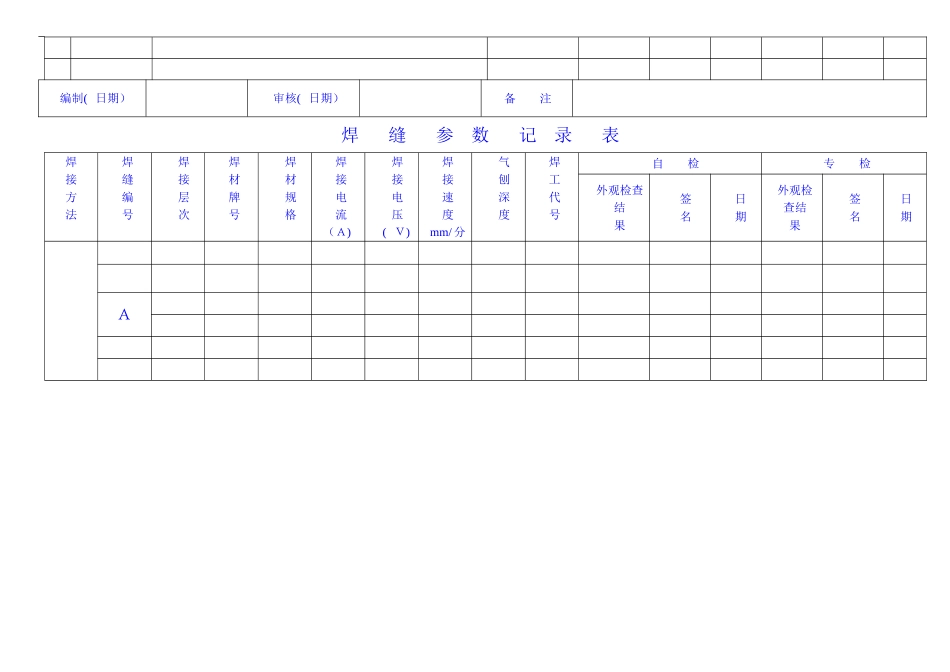
ZHS -JL12-0 1淄 博 市 化 工 设 备 厂椭 圆 ( E H A )封 头 工 序 过 程 卡封头编号行标准落实示意图: 规 格材 质GB/ T 2 51 98—2025序号工 序名 称工 艺 要 求检 测 项目自 检专 检实测数据签 名日 期实测数据签 名日 期1领料划线按图样核实材料规格δn= mm,下料直径D= m m规格尺寸标记移植标记确认2下 料依线切割、清除铁渣外形尺寸坡口30º±2 、5º, 钝边≤S /2m m ≤ mm坡口尺寸3拼 对对口错边量b≤0、1S mm , 且≤1 、5mm,b≤ mm错边量间隙0 ~2mm间 隙4焊 接按焊接工艺卡施焊,打焊工钢印焊缝外观钢印5磨 光内表面焊缝修磨与母材齐平,外表面焊缝两端磨平300mm磨 平6压 制外委件、以外单位压制工艺压制成型7无损探伤拼接焊缝进行100%得射线或超声检测, 级合格探伤报告编制( 日期)审核( 日期)备 注焊 缝 参 数 记 录 表焊 接方 法焊 缝编 号焊 接层 次焊 材牌 号焊 材规 格焊 接电 流(A)焊 接电 压( V)焊 接速 度mm/ 分气 刨深 度焊 工代 号自 检专 检外观检查结 果签 名日 期外观检查结 果签 名日 期A Z HS—J L1 2-0 2淄博市化工设备厂上封头组装过程卡编 号规 格图 号材 质序号工序名称工 序 过 程 技 术 要 求检测项目自 检专 检实测数据签 名日 期实测数据签 名日 期1高颈法兰封头组对错边量 b≤0、1 s+1 且不大于 3mm、b≤ mm错边量组对间隙 0~2 m m、法兰平面垂直封头中心线、间隙法兰平面度≤ m m、平面度2焊 接按焊接工艺焊接,打焊工钢印焊工钢印3探 伤环缝X射线探伤≥ % 级合格
探伤报告4组对人孔法兰、管口错边量 b≤0、1s+1 且不大于 3mm、b≤ mm错边量组对间隙 0~2mm间隙人孔法