钢构件检测方案14
1 超厚钢板质量检验对于超厚钢板,我单位将针对本项目编制专用的钢材采购技术条件和材料复验标准,包括对钢板的轧制要求、试验内容、交货状态、厚度方向性能、附加技术指标、检验批数量、复验指标等内容,并组织专家论证,及提交设计方批准
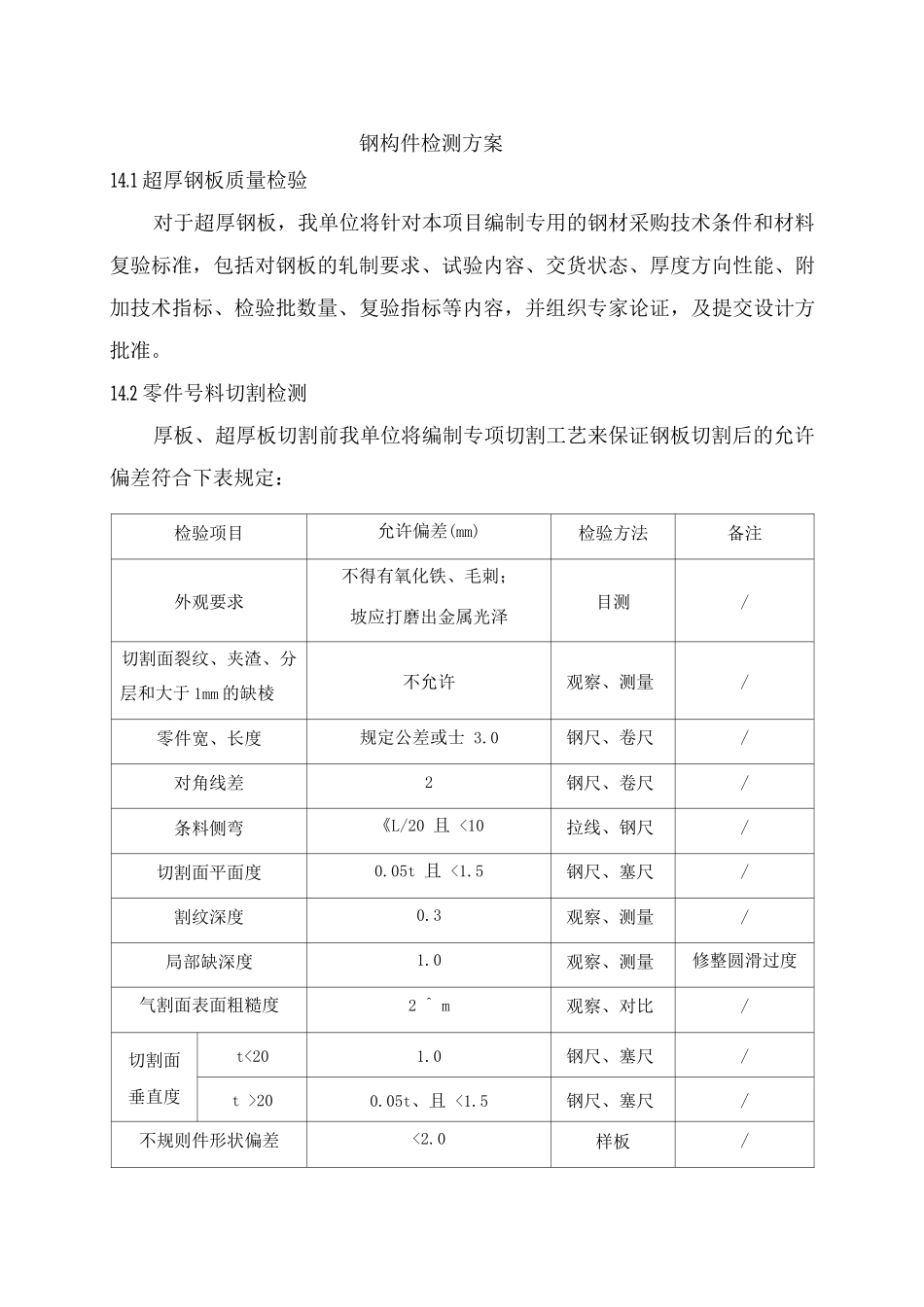
2 零件号料切割检测厚板、超厚板切割前我单位将编制专项切割工艺来保证钢板切割后的允许偏差符合下表规定:检验项目允许偏差(mm)检验方法备注外观要求不得有氧化铁、毛刺;坡应打磨出金属光泽目测/切割面裂纹、夹渣、分层和大于 1mm 的缺棱不允许观察、测量/零件宽、长度规定公差或士 3
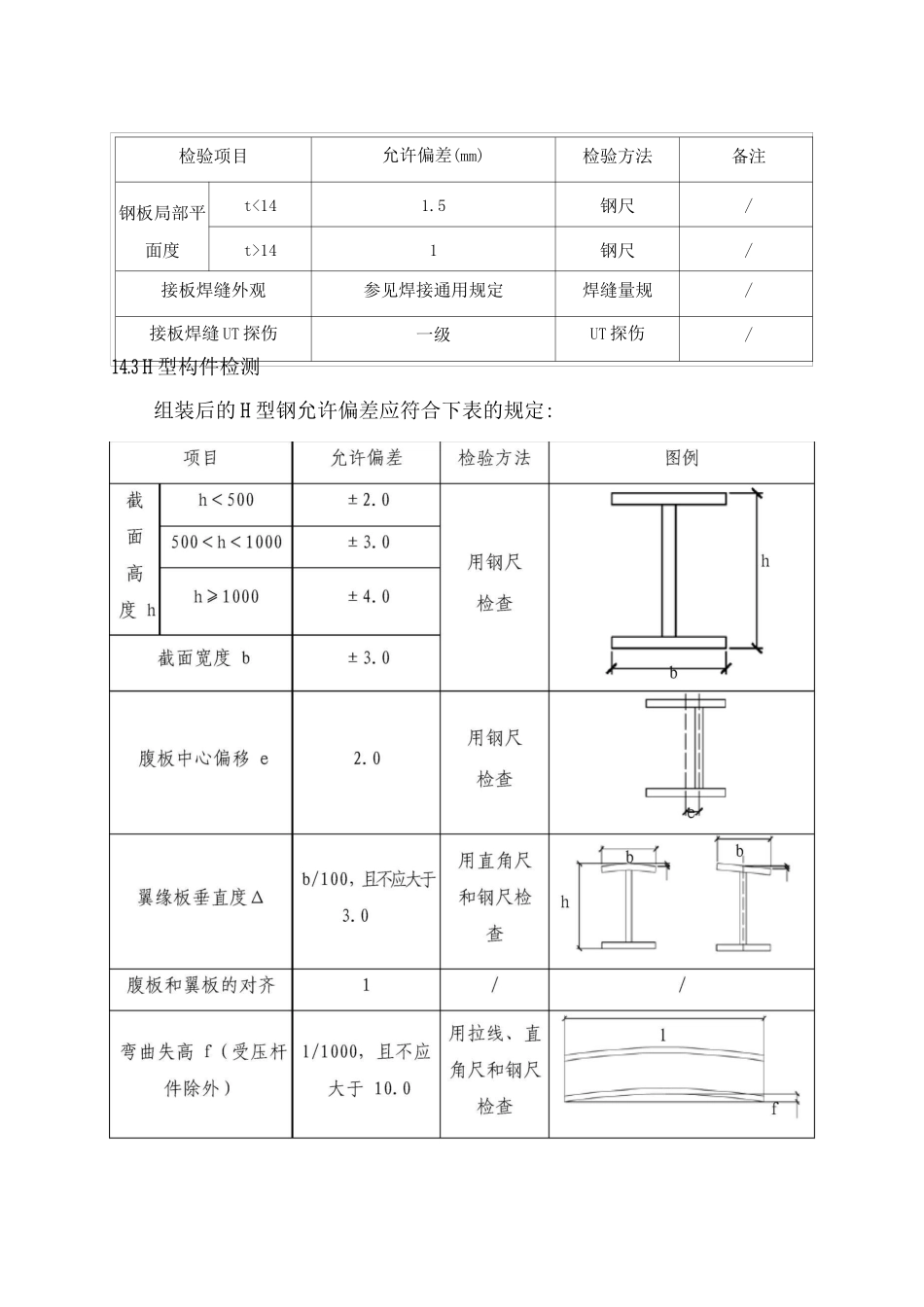
0钢尺、卷尺/对角线差2钢尺、卷尺/条料侧弯《L/20 且 5mm14
5 钢管构件外形尺寸的允许偏差项目允许偏差检验方法扭曲△h/250,且不应大于5
0用拉线、吊线和钢尺检查腹板局t142
0和塞尺检查图例14
6 十字型构件外形尺寸的'允许偏差项目允许偏差检验方法图例高度 h±2
0用钢尺检查—Lh垂直度△b/1,且不应大于 3
0——中心偏移 e±2
0柱身板垂直度H(b)/150,且不应大于5
0E7b14
7 制孔检测螺栓孔孔径检测如下表:螺栓种类螺栓公称直径孔直径高强度螺栓27mm 以下螺栓直径+ 1
5mm且不应大于 5
0管面对管轴的垂直度d/5且不应大于 3
0用焊缝量规检查弯曲矢高L/15,且不应大于 5
0用拉线、吊线和钢尺检查对错边t/10且不应大于 3
0用拉线和钢