中国化学工程总公司施工工艺标准钢筋制作加工施工工艺标准(QB-CNCEC J020253-24)1 适用范围本工艺标准适用于工业与民用建筑钢筋现场制作加工成型
2 施工准备2
1 原材料要求钢筋:应具有产品合格证、出厂检验报告,并按规定现场抽取试件做力学性能检验,质量符合有关标准规定后方可使用
2 主要工机具钢筋调直机具(卷扬机、冷拉小车),钢筋切断机,钢筋弯曲机,对焊机,电焊机,钢筋扳子,钢卷尺,工作台,大剪子,手摇扳子,粉笔等
3 作业条件2
1 将钢筋堆放至加工场地,按钢筋规格分类堆放,并将锈蚀钢筋进行处理
2 所有钢筋必须经抽检合格后方可进行加工
4 作业人员主要工作人员:钢筋工、电工、机械工、电焊工,其中电工、机械工、电焊工需持证上岗,钢筋工进行闪光对焊时必须有相应的操作证
3 操作工艺3
1 工艺流程钢筋下料计算钢筋调直、切断►钢筋焊接►钢筋冷弯成型3
2 操作细则3
1 钢筋下料计算:钢筋下料前应首先计算出钢筋的下料长度,钢筋的下料长度应根据构件尺寸、砼保护层厚度、钢筋弯曲调整值和弯钩增加长度等规定综合考虑
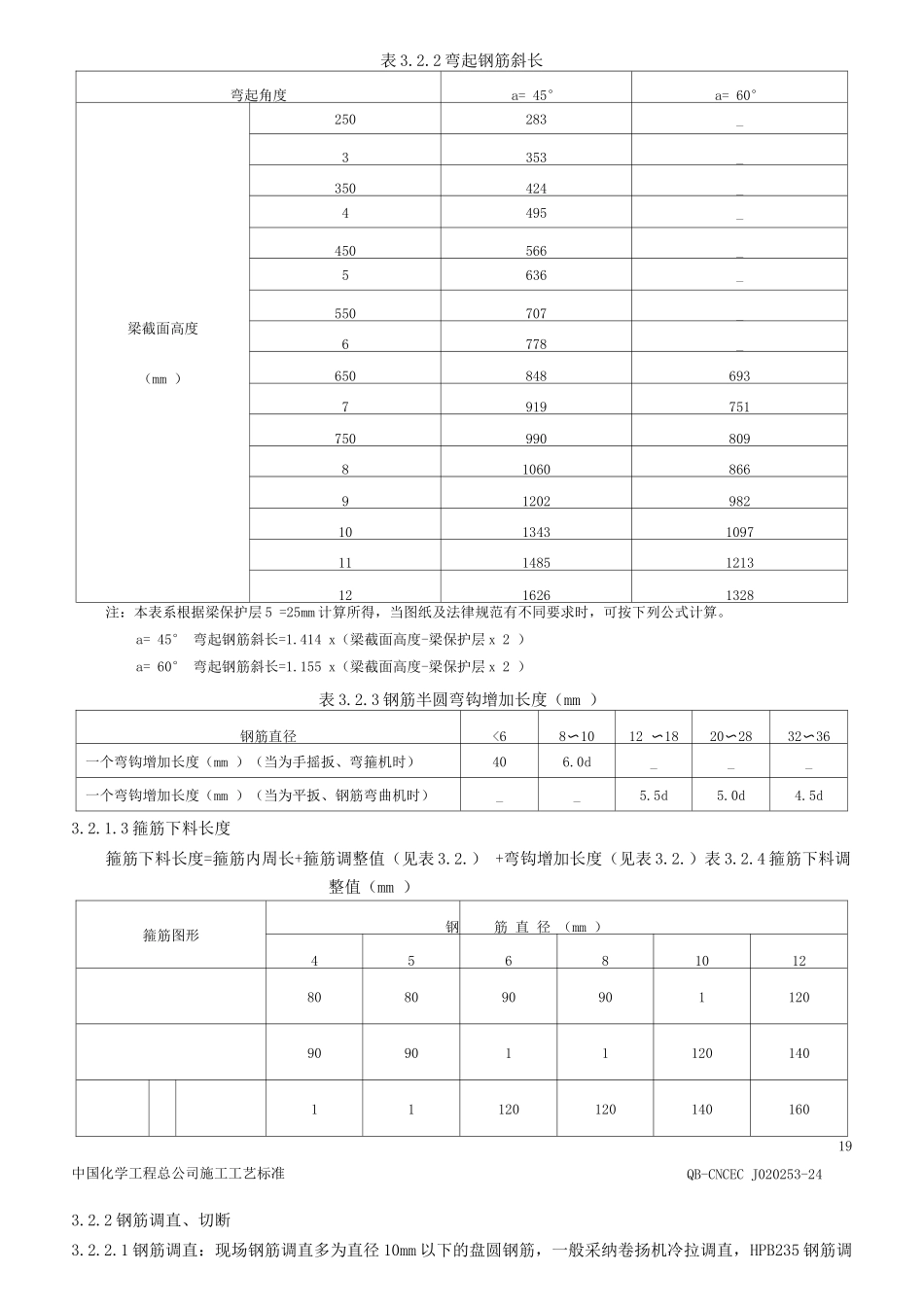
1 直钢筋下料长度计算直钢筋下料长度=直段长度-保护层厚度+弯钩增加长度(见表 3
1 钢筋弯曲调整值钢筋弯曲角度30°45°60°90°135°钢筋弯曲调整值0
85d2d2
5d注:HPB2 35 级钢筋末端应作 180
弯钩,弯钩的弯后平直部分长度不应小于钢筋直径的 3 倍;其他级别钢筋弯后平直部分的长度应符合设计要求
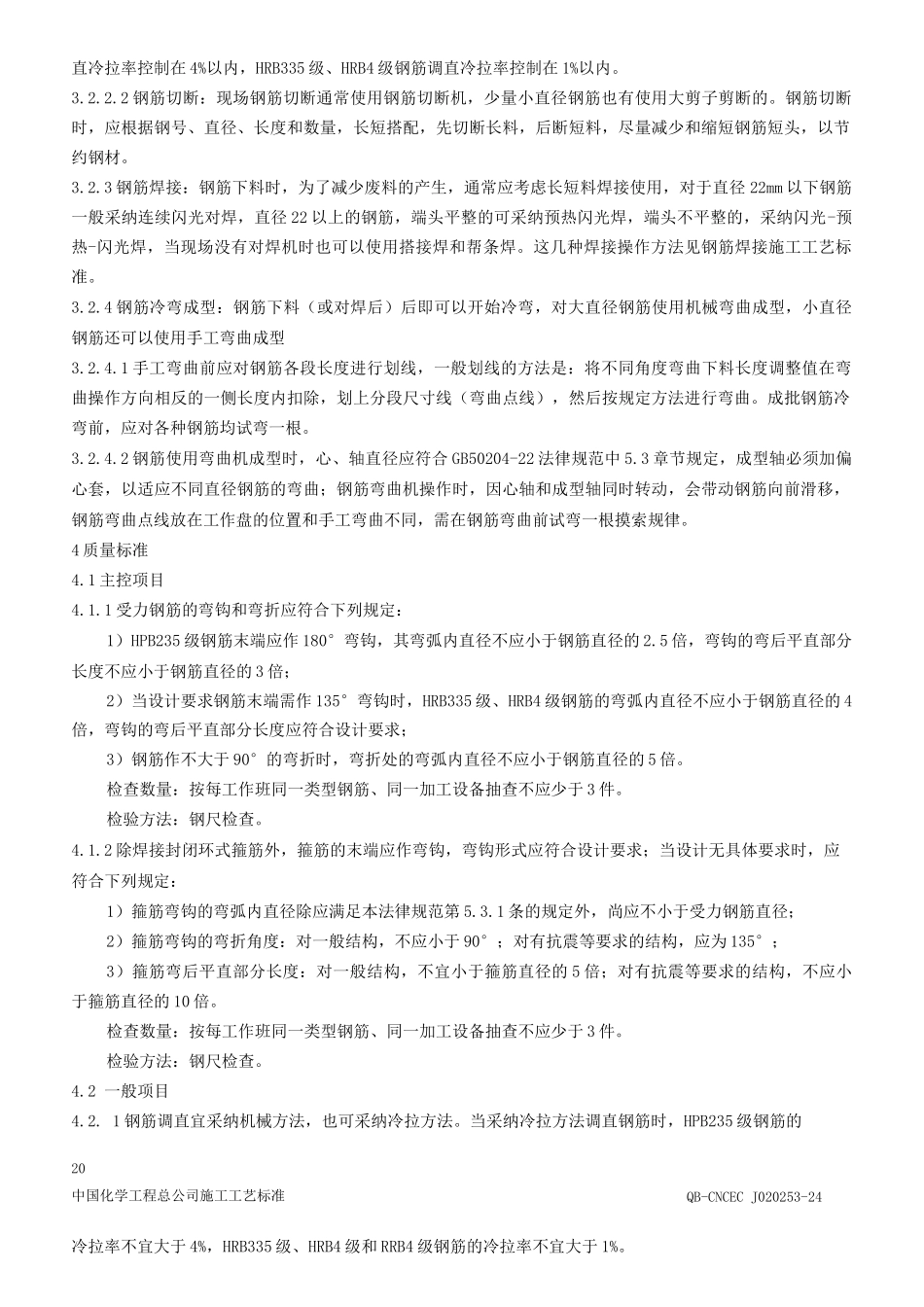
2 弯起钢筋下料长度弯起钢筋下料长度=直段长度+斜段长度(见表 3
)-弯曲调整值(见表 3
D +弯钩增加长18中国化学工程总公司施工工艺标准QB-CNCEC J020253-24QB-CNCEC J020253-24表 3