钢筋电渣压力焊直螺纹连接质量预控措施一、总体说明1
工程说明本工程为框架结构,主受力筋的连接量较大,设计主要使用 III 级螺纹钢筋,结合施工现场用电等客观因素,依据经济、科学、有用的原则,该工程钢筋砼结构中带形基础、主体结构的梁、板钢筋中直径16-32mm 的 HRB335、HRB4 钢筋的连接,采纳建设部推广应用的新技术钢 筋 直 螺 纹 连 接 技 术
对 于 柱 中 竖 向 钢 筋 中 直 径 16-32mm 的HRB335、HRB4 钢筋的连接,采纳建设部推广应用的新技术钢筋电渣压力焊连接技术
编制说明(1 )编制依据① JGJ107-23 钢筋机械连接技术通用技术规程② GB1499 钢筋砼用热轧带肋钢筋③ GB50204 -22 混凝土结构工程施工质量验收法律规范④ 城南中学 1#教学楼工程施工图纸及相关文件⑤ GB/T191 -IS020 质量体系程序文件,作业指导书⑥ 施工现场的实际勘察情况及本公司同类工程的施工经验
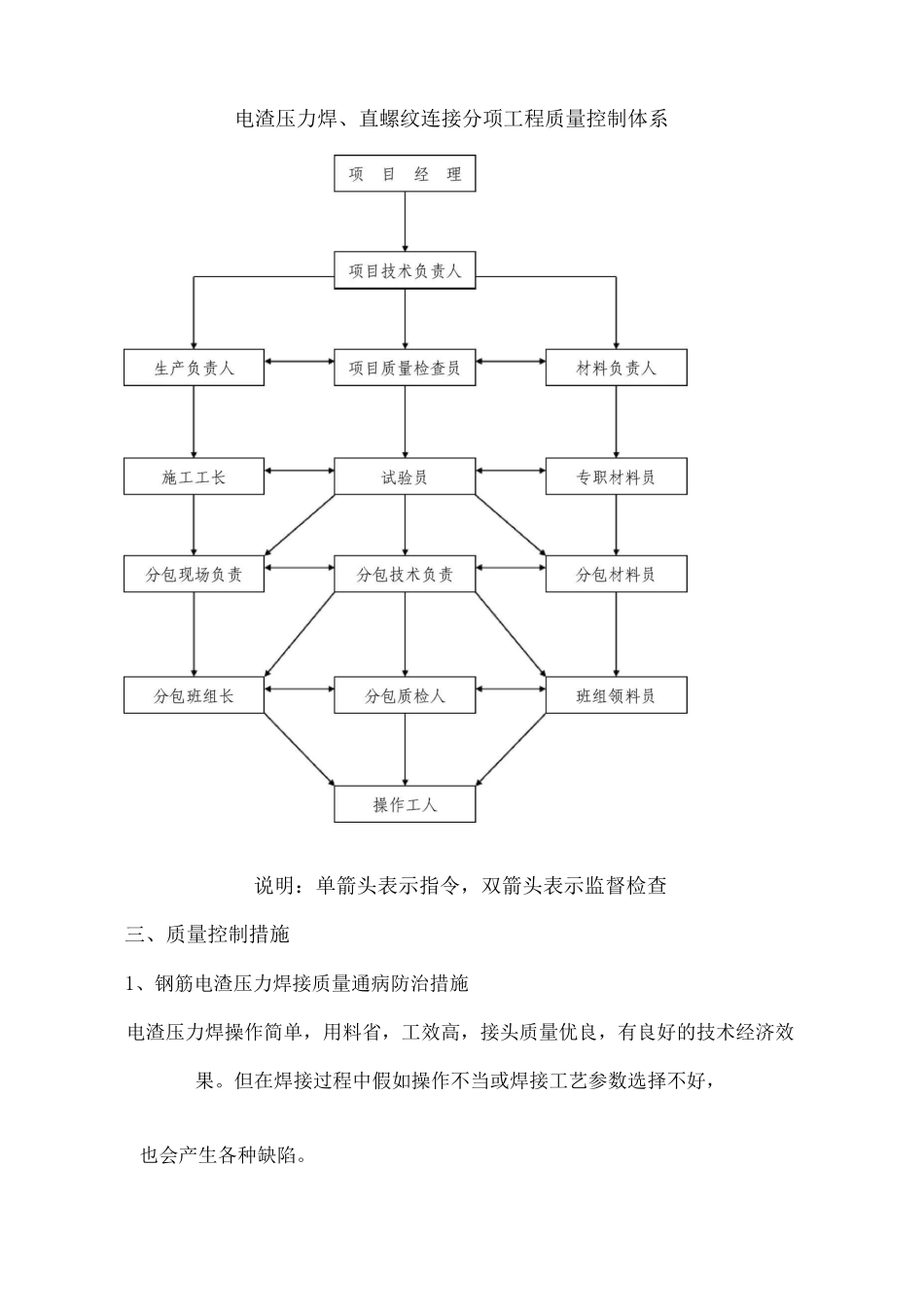
、质量控制措施体系依据项目质量体系控制的要求逐极控制,严把质量关,体系图见下图
电渣压力焊、直螺纹连接分项工程质量控制体系说明:单箭头表示指令,双箭头表示监督检查三、质量控制措施1、钢筋电渣压力焊接质量通病防治措施电渣压力焊操作简单,用料省,工效高,接头质量优良,有良好的技术经济效果
但在焊接过程中假如操作不当或焊接工艺参数选择不好,也会产生各种缺陷
(1)接头偏心和倾斜防治措施:钢筋端部歪扭和不直部分在焊前采纳气割切断或矫正,端部歪扭的钢筋不得焊接;两钢筋夹持于夹具内,上下应同心;焊接过程中上钢筋应保持垂直和稳定;夹具的滑杆和导管之间如有较大间隙,造成夹具上下不同心时,应修理后再用;焊接完成后,不能立即卸下夹具,应在停焊后约两分钟再卸夹具,以免钢筋倾斜
(2)咬边防治措施:焊接电流的大小是一个非常重要的参数,需根据被焊钢筋直径进行选