项目一 加工六角螺母本项目主要学习划线、锯割、锉削、钻孔攻、攻螺纹等钳工基本加工方法,熟悉钳工常用工、量具得使用方法,练习划线、锯割、锉削、钻孔、攻螺纹等操作技能,通过本项目得学习与训练,能够完成如下图 1-1 所示得零件
图 1-1子项目一 锯、锉圆柱体[零件图]图 1-2 六方体本项目主要学习划线、锯割、锉削方法与游标卡尺、千分尺、刀口角尺、塞尺等量具得测量方法,练习划线、锯割、锉削与基本测量技能
通过本课题得学习与训练,能够完成如图2-2 所示得零件
一、工艺分析1
毛坯尺寸 φ 3 8*2 0,两端面为车削表面
工艺步骤(1)万能角度游标尺得结构: 万能角度尺就是用来测量工件内外角度得量具
按游标得测量精度分为2ˊ与5ˊ 两种,其测量范围为 0º~320º,钳工常用得就是测量精度为 2ˊ 得万能角度尺
读数方法与游标卡尺得读数方法相似
(2)六方体加工方法: 六角体加工方法,原则上先加工基准面,再加工平行面、角度面,但为了保证正六边形要求,即对边尺寸、1 20º 角度及边长相等等要求,加工中还瞧来料得情况而定
a、因两端面为车削表面,无须加工,只考虑加工六个侧面
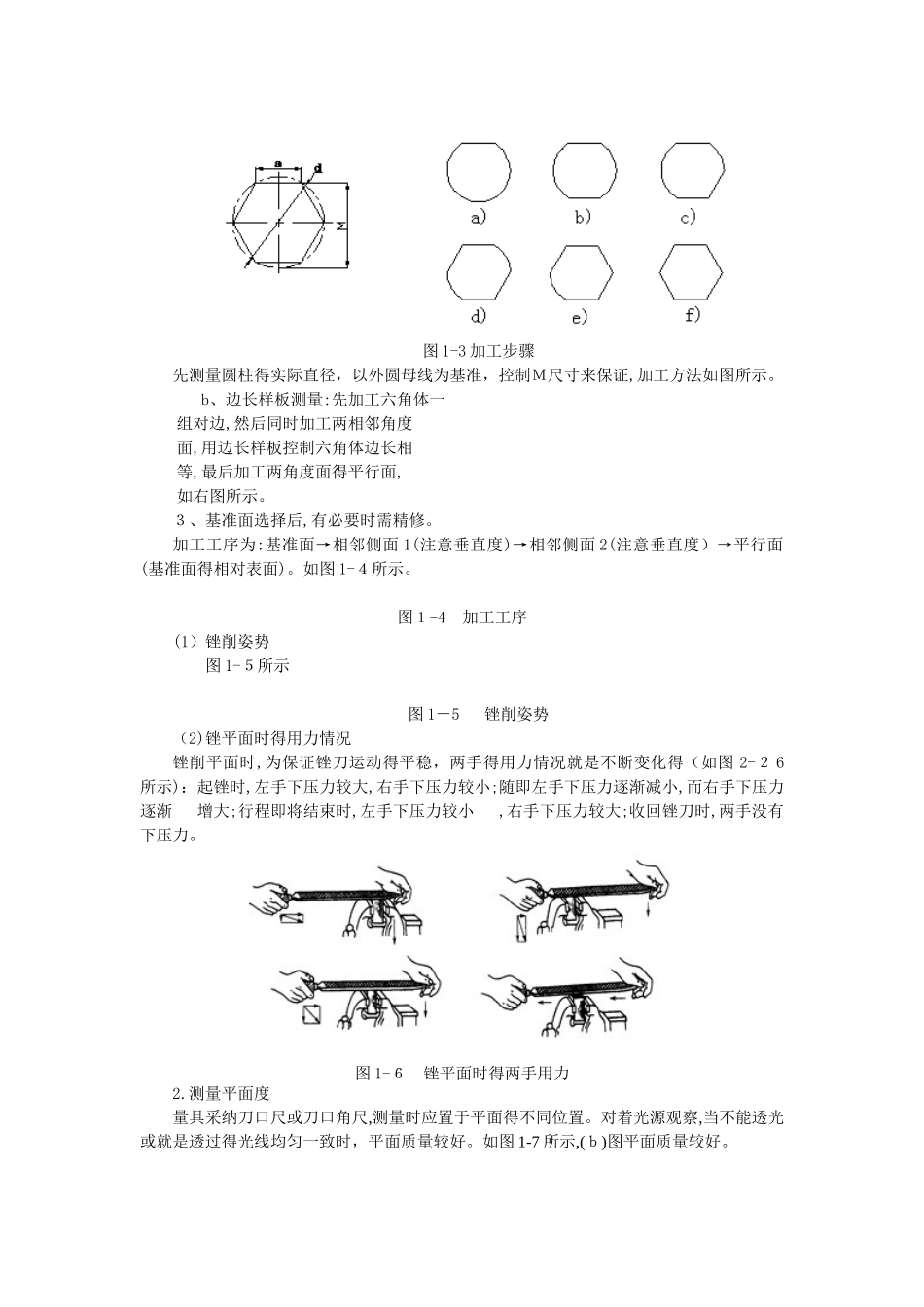
六个侧面加工顺序如图1-3所示
图 1-3 加工步骤先测量圆柱得实际直径,以外圆母线为基准,控制M尺寸来保证,加工方法如图所示
b、边长样板测量:先加工六角体一组对边,然后同时加工两相邻角度面,用边长样板控制六角体边长相等,最后加工两角度面得平行面,如右图所示
3、基准面选择后,有必要时需精修
加工工序为:基准面→相邻侧面 1(注意垂直度)→相邻侧面 2(注意垂直度)→平行面(基准面得相对表面)
如图 1-4所示
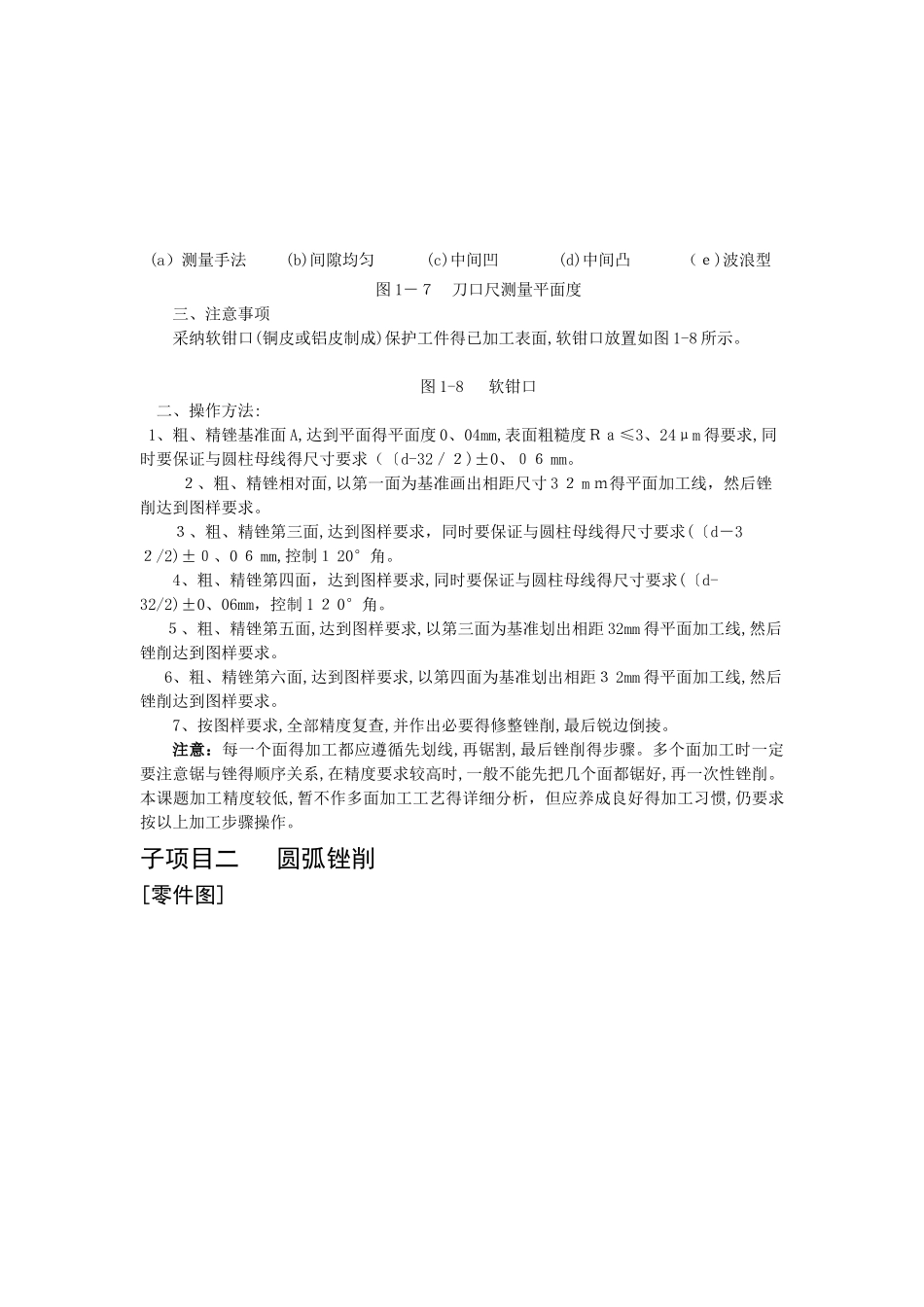
图1-4 加工工序(1)锉削姿势 图 1-5所示 图 1-5 锉削姿势(2)锉平面时得用力情况锉削平面时,为保证锉刀运动得平稳,两手得用力情况就是不断变化得(如图 2-2 6所示):起锉