不良部件分捡的 PLC 控制一、项目任务及控制要求实现在漏斗传送过来的部件上钻洞,并检测钻洞的质量,对合格品和不良品进行分捡
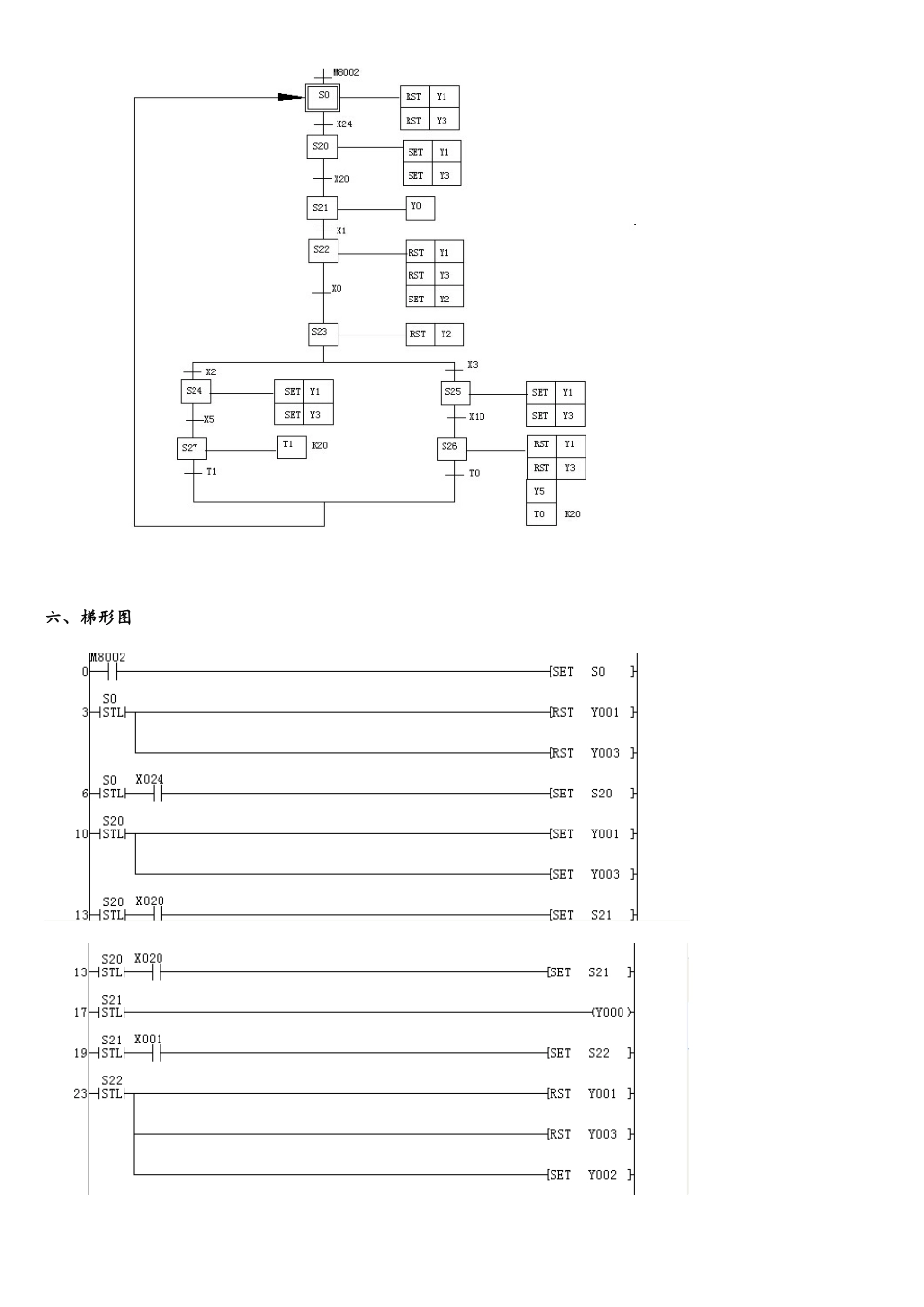
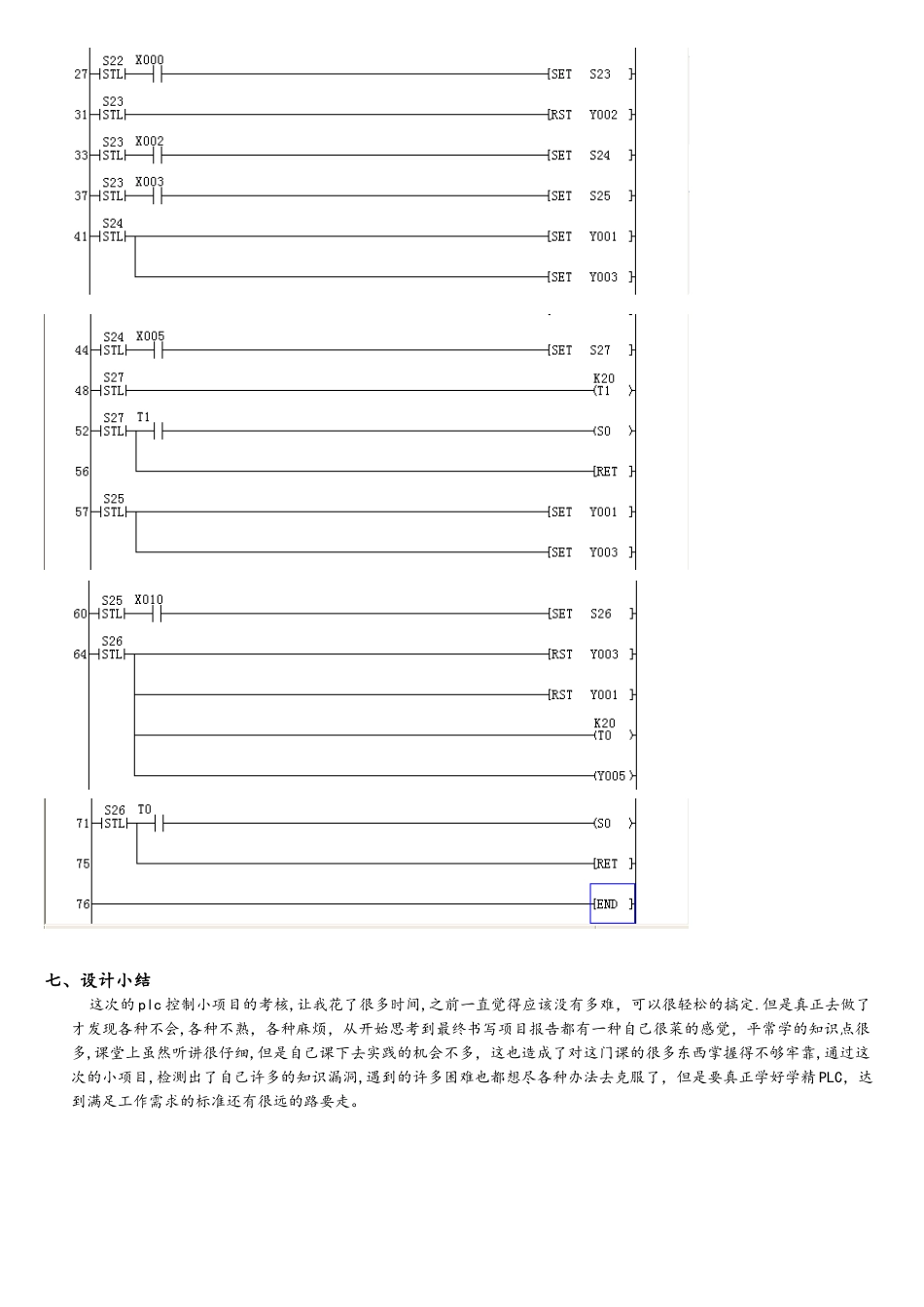
具体控制要求:1、 按下 X24 是传送带 Y1 和 Y3 动作,按一次 X20 漏斗 Y0 输出一个工件;2、 在钻头的下面有一个位置传感器 X1,当工件运动到钻头下时,Y1,Y3 停止运行;3、 当传送带停止运动时,X0 被激活,钻头开始进行钻孔动作,钻孔完成后,对其检测;4、 传送带重新启动,若钻孔质量合格,则 X2 置 ON,工件被送入“OK”箱,若钻孔不合格,则 X3 置 ON,推送机构 Y5 被激活,工件被送入“不合格”箱
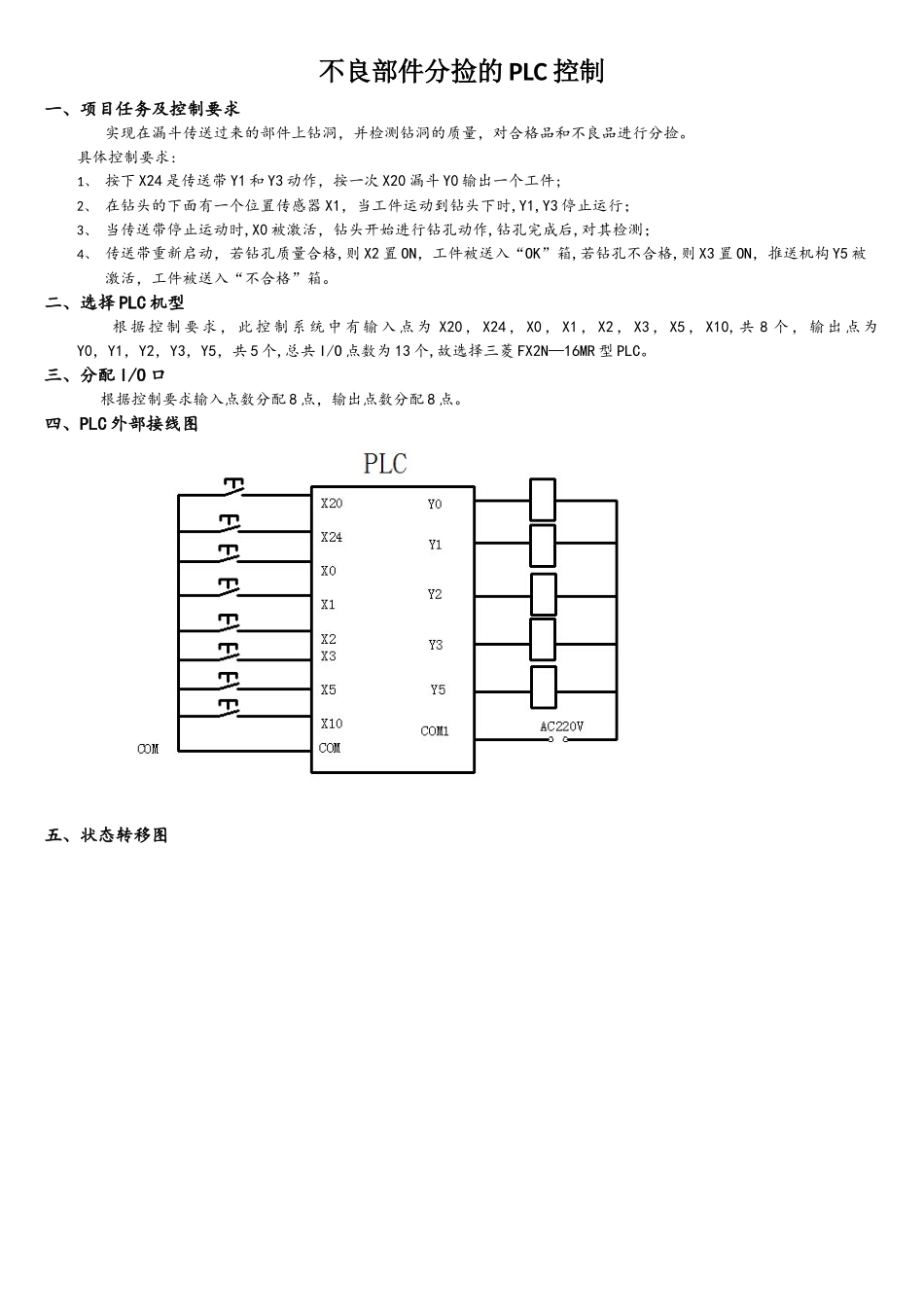
二、选择 PLC 机型 根 据 控 制 要 求 , 此 控 制 系 统 中 有 输 入 点 为 X20 , X24 , X0 , X1 , X2 , X3 , X5 , X10, 共 8 个 , 输 出 点 为Y0,Y1,Y2,Y3,Y5,共 5 个,总共 I/O 点数为 13 个,故选择三菱 FX2N—16MR 型 PLC
三、分配 I/O 口根据控制要求输入点数分配 8 点,输出点数分配 8 点
四、PLC 外部接线图 五、状态转移图 六、梯形图七、设计小结 这次的 plc 控制小项目的考核,让我花了很多时间,之前一直觉得应该没有多难,可以很轻松的搞定
但是真正去做了才发现各种不会,各种不熟,各种麻烦,从开始思考到最终书写项目报告都有一种自己很菜的感觉,平常学的知识点很多,课堂上虽然听讲很仔细,但是自己课下去实践的机会不多,这也造成了对这门课的很多东西掌握得不够牢靠,通过这次的小项目,检测出了自己许多的知识漏洞,遇到的许多困难也都想尽各种办法去克服了,但是要真正学好学精 PLC,达到满足工作需求的标准还有很远的路要走