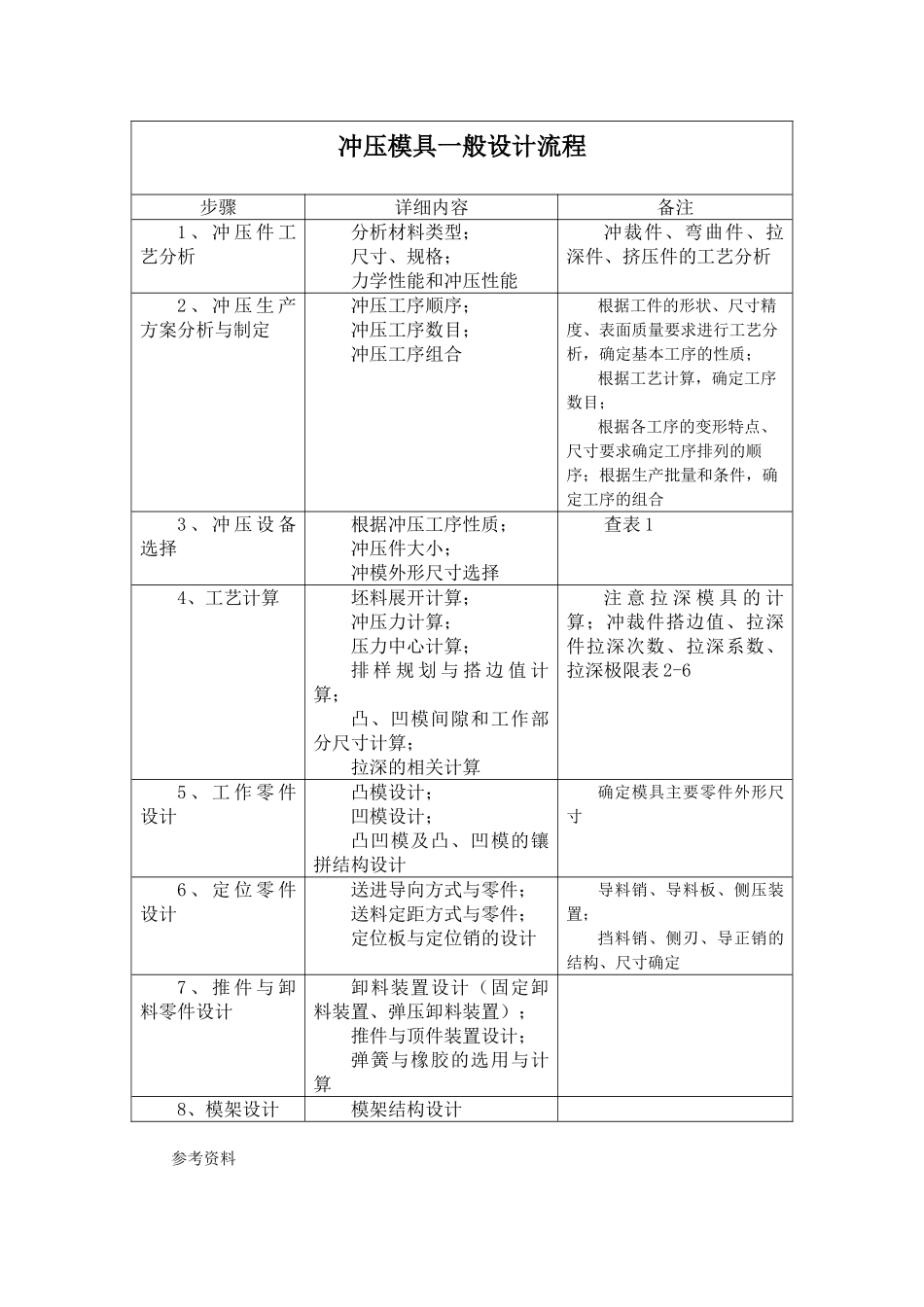
冲压模具一般设计流程步骤详细内容备注1 、 冲 压 件 工艺分析分析材料类型;尺寸、规格;力学性能和冲压性能冲裁件、弯曲件、拉深件、挤压件的工艺分析2 、 冲 压 生 产方案分析与制定冲压工序顺序;冲压工序数目;冲压工序组合根据工件的形状、尺寸精度、表面质量要求进行工艺分析,确定基本工序的性质;根据工艺计算,确定工序数目; 根据各工序的变形特点、尺寸要求确定工序排列的顺序;根据生产批量和条件,确定工序的组合3 、 冲 压 设 备选择根据冲压工序性质;冲压件大小;冲模外形尺寸选择查表 1 4、工艺计算坯料展开计算;冲压力计算;压力中心计算;排 样 规 划 与 搭 边 值 计算;凸、凹模间隙和工作部分尺寸计算;拉深的相关计算注 意 拉 深 模 具 的 计算;冲裁件搭边值、拉深件拉深次数、拉深系数、拉深极限表 2-65 、 工 作 零 件设计凸模设计;凹模设计;凸凹模及凸、凹模的镶拼结构设计确定模具主要零件外形尺寸6 、 定 位 零 件设计送进导向方式与零件;送料定距方式与零件;定位板与定位销的设计导料销、导料板、侧压装置;挡料销、侧刃、导正销的结构、尺寸确定7 、 推 件 与 卸料零件设计卸料装置设计(固定卸料装置、弹压卸料装置);推件与顶件装置设计;弹簧与橡胶的选用与计算8、模架设计模架结构设计参考资料1、邓展主编,《冲压工艺与冲模设计手册》,化学工业出版社,2025 年 4 月2、魏春雷,吴俊超主编,《冲模设计 与案例分析》,北京理工大学出版社,2025 年12 月表 1 表 2 弹压与固定卸料搭边值表 3 最小搭边值表 4 拉深件修边余量表 5 拉深系数表 6 拉深次数案例分析:图 1 所示冲裁件,材料为 A3,厚度为 2mm,大批量生产
试制定工件冲压艺规程、设计其模具、编制模具零件的加工工艺规程
1 冲压件基本情况零件名称:止动件生产批量:大批材料:A3t=2mm