开关柜组装作业指导书 编制:程 道 军 批准: 20 1 0 年 2 月1 7 日1 目得:对高低压开关柜装配工序及开关柜组装接线进行控制,确保工序质量满足规定要求
2 适用范围:适用于开关柜得装配工序得质量控制
3 内容:3、1 开关柜组装作业指导书1、总则本作业指导书规定了适用于本公司组织生产得各类成套产品如:高低压开关柜、动力箱、配电箱、控制屏、台、母线插接箱得组装工艺过程
2、设备与工具2、1 设备:母排加工机、试验变压器、平衡电桥、搪锡炉、台钻等
2、2 工具:螺丝刀、尖嘴钳、剥线钳、压线钳、万用表、兆欧表、扳手、钢卷尺、钢直尺、电烙铁、游标卡尺、塞尺、涂层测厚仪,力矩扳手等
3、装配法律规范3、1 在产品装配前,应对下列各项逐一进行检查,做好工艺准备
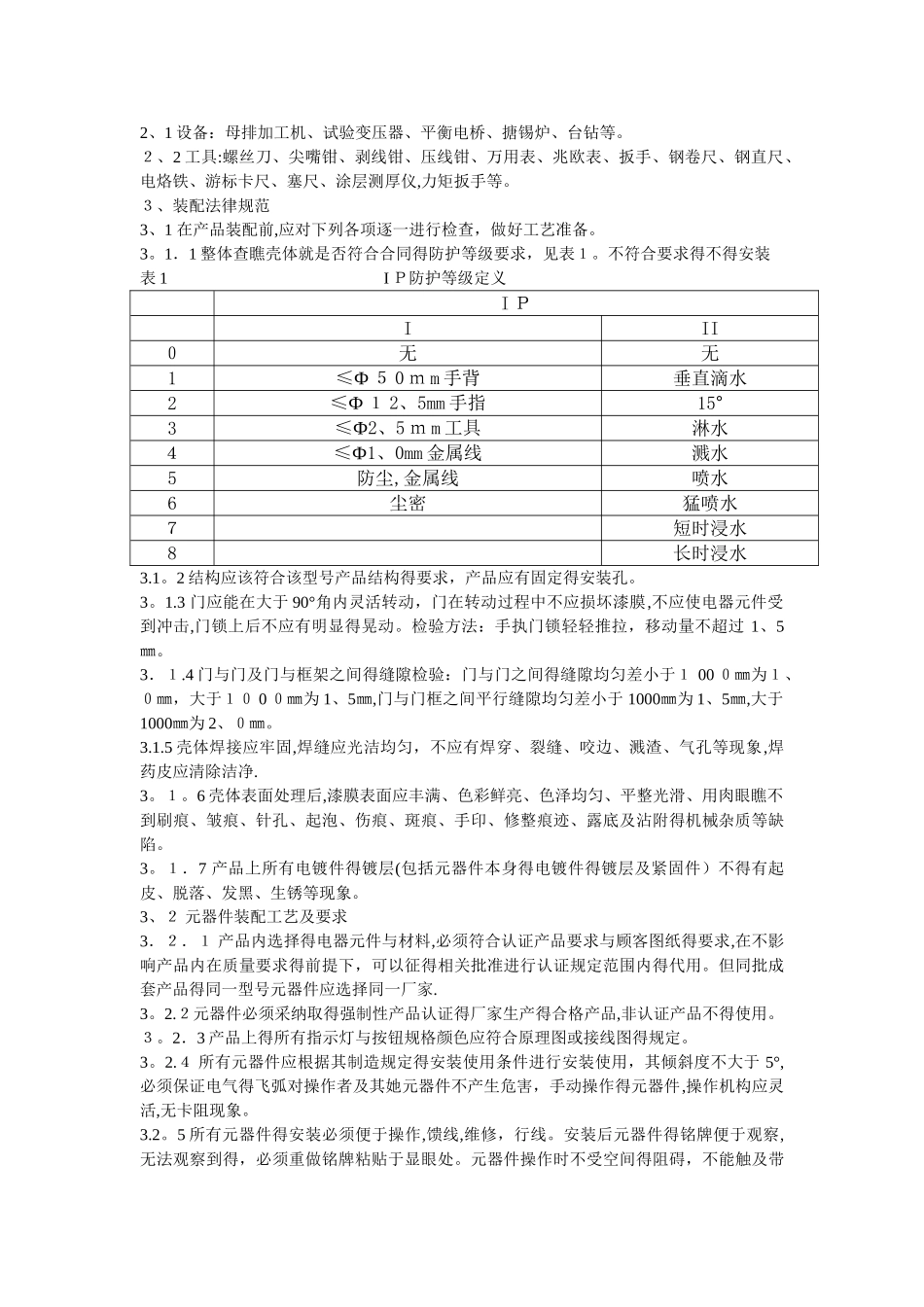
1.1 整体查瞧壳体就是否符合合同得防护等级要求,见表1
不符合要求得不得安装表 1 I P防护等级定义 I P III0无无1≤Ф 5 0 m m 手背垂直滴水2≤Ф 1 2、5mm 手指15°3≤Ф2、5 m m 工具淋水4≤Ф1、0mm 金属线溅水5防尘,金属线喷水6尘密猛喷水7 短时浸水8 长时浸水3
2 结构应该符合该型号产品结构得要求,产品应有固定得安装孔
3 门应能在大于 90°角内灵活转动,门在转动过程中不应损坏漆膜,不应使电器元件受到冲击,门锁上后不应有明显得晃动
检验方法:手执门锁轻轻推拉,移动量不超过 1、5㎜
4 门与门及门与框架之间得缝隙检验:门与门之间得缝隙均匀差小于1 00 0㎜为1、0㎜,大于10 0 0㎜为 1、5㎜,门与门框之间平行缝隙均匀差小于 1000㎜为 1、5㎜,大于1000㎜为 2、0㎜
5 壳体焊接应牢固,焊缝应光洁均匀,不应有焊穿、裂缝、咬边、溅渣、气孔等现象,焊药皮应清除洁净
6 壳体表面处理后,漆膜表面应丰满、色彩鲜亮、色