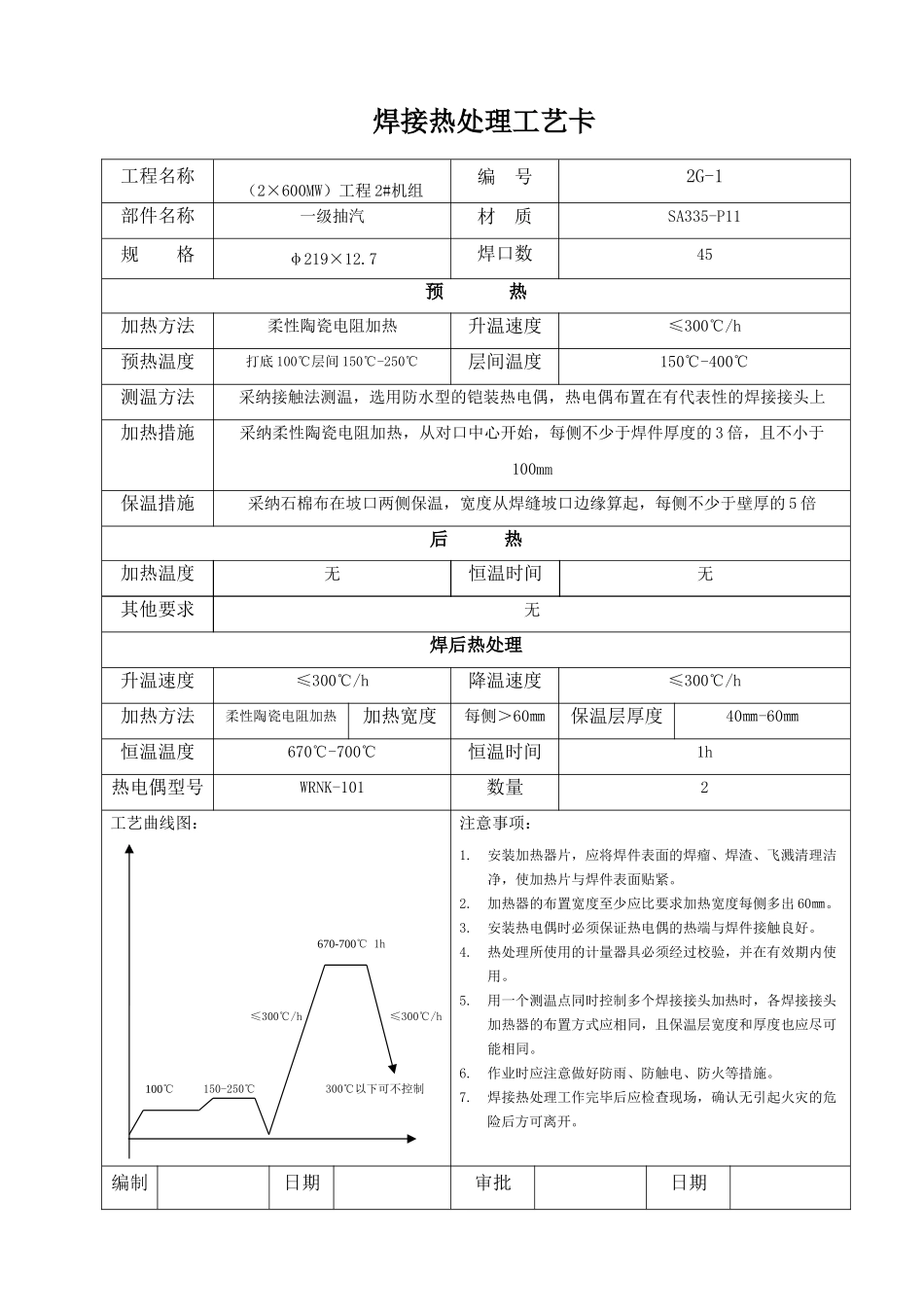
焊接热处理工艺卡工程名称(2×600MW)工程 2#机组编 号2G-1部件名称一级抽汽材 质SA335-P11规 格φ219×12
7焊口数45预 热加热方法柔性陶瓷电阻加热升温速度≤300℃/h预热温度打底 100℃层间 150℃-250℃层间温度150℃-400℃测温方法采纳接触法测温,选用防水型的铠装热电偶,热电偶布置在有代表性的焊接接头上加热措施采纳柔性陶瓷电阻加热,从对口中心开始,每侧不少于焊件厚度的 3 倍,且不小于100mm保温措施采纳石棉布在坡口两侧保温,宽度从焊缝坡口边缘算起,每侧不少于壁厚的 5 倍后 热加热温度无恒温时间无其他要求无焊后热处理升温速度≤300℃/h降温速度≤300℃/h加热方法柔性陶瓷电阻加热加热宽度每侧>60㎜保温层厚度40㎜-60㎜恒温温度670℃-700℃恒温时间1h热电偶型号WRNK-101数量2工艺曲线图:670-700℃ 1h≤300℃/h ≤300℃/h100℃ 150-250℃ 300℃以下可不控制注意事项:1
安装加热器片,应将焊件表面的焊瘤、焊渣、飞溅清理洁净,使加热片与焊件表面贴紧
加热器的布置宽度至少应比要求加热宽度每侧多出 60㎜
安装热电偶时必须保证热电偶的热端与焊件接触良好
热处理所使用的计量器具必须经过校验,并在有效期内使用
用一个测温点同时控制多个焊接接头加热时,各焊接接头加热器的布置方式应相同,且保温层宽度和厚度也应尽可能相同
作业时应注意做好防雨、防触电、防火等措施
焊接热处理工作完毕后应检查现场,确认无引起火灾的危险后方可离开
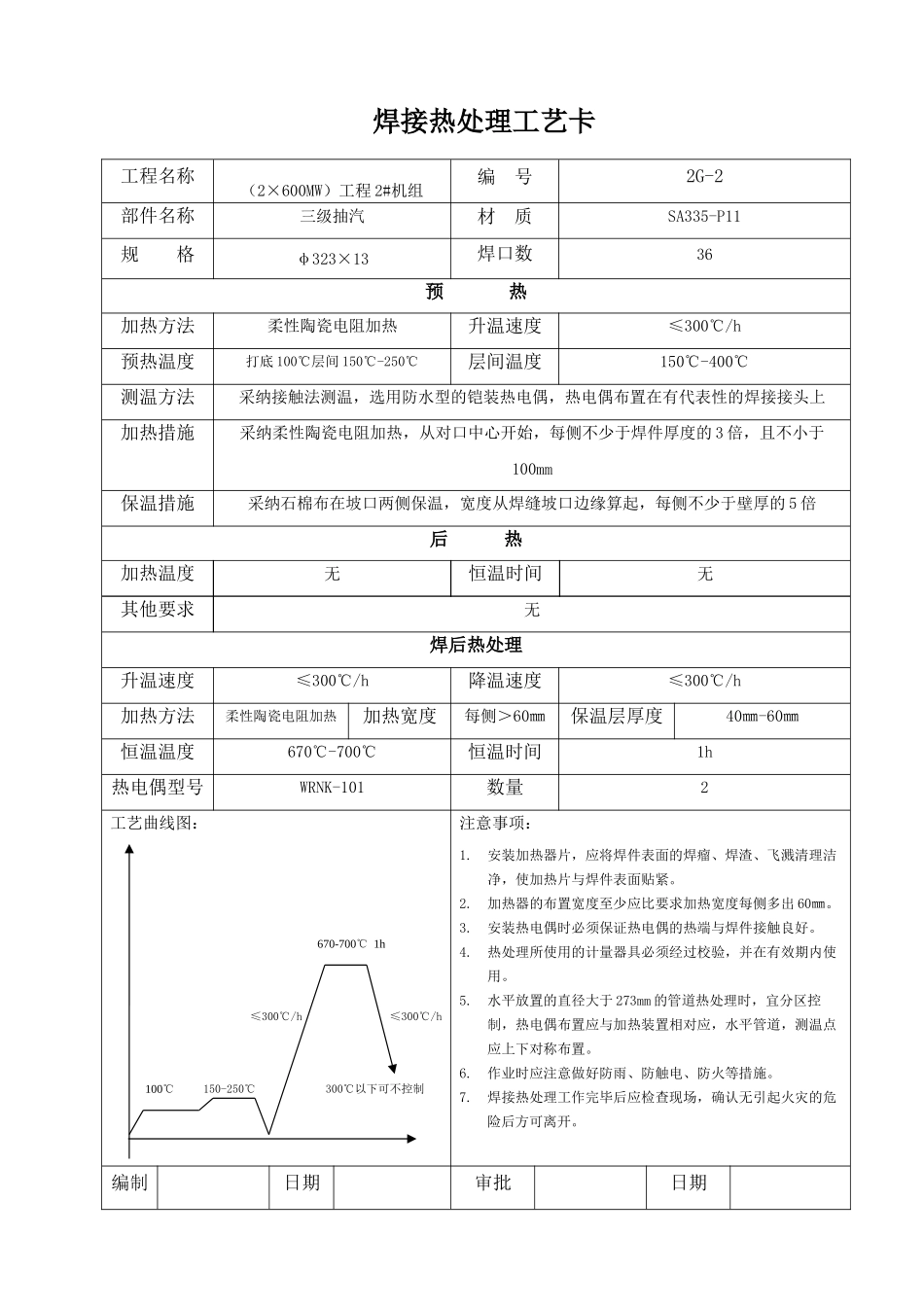
编制日期审批日期焊接热处理工艺卡工程名称(2×600MW)工程 2#机组编 号2G-2部件名称三级抽汽材 质SA335-P11规 格φ323×13焊口数36预 热加热方法柔性陶瓷电阻加热升温速度≤300℃/h预热温度打底 100℃层间 150℃-