***不锈钢吊车梁装配工艺一、经过焊接、探伤检验合格的 H 型钢,转入装配车间
装配车间进行机械、火焰矫正
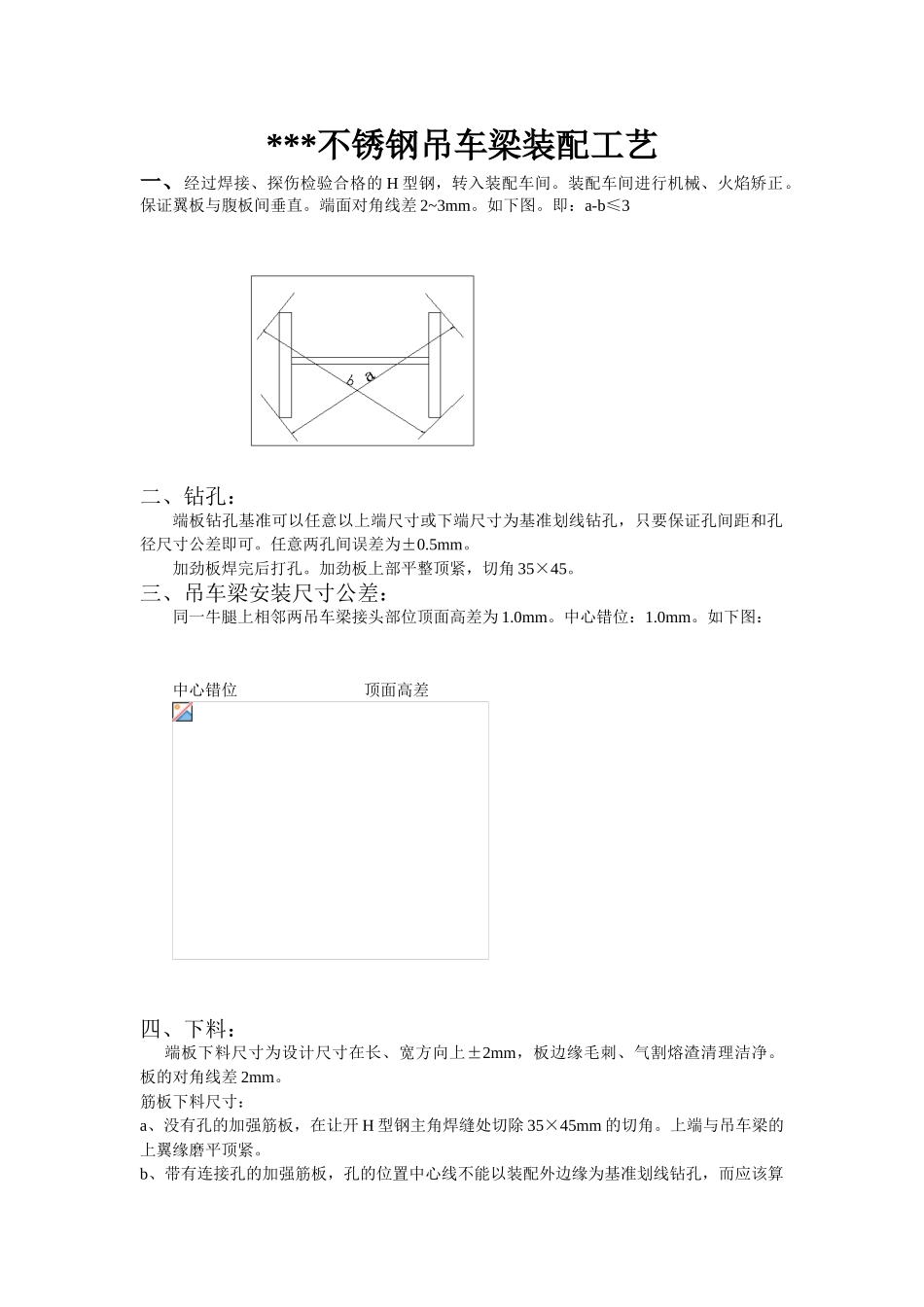
保证翼板与腹板间垂直
端面对角线差 2~3mm
即:a-b≤3二、钻孔:端板钻孔基准可以任意以上端尺寸或下端尺寸为基准划线钻孔,只要保证孔间距和孔径尺寸公差即可
任意两孔间误差为±0
加劲板焊完后打孔
加劲板上部平整顶紧,切角 35×45
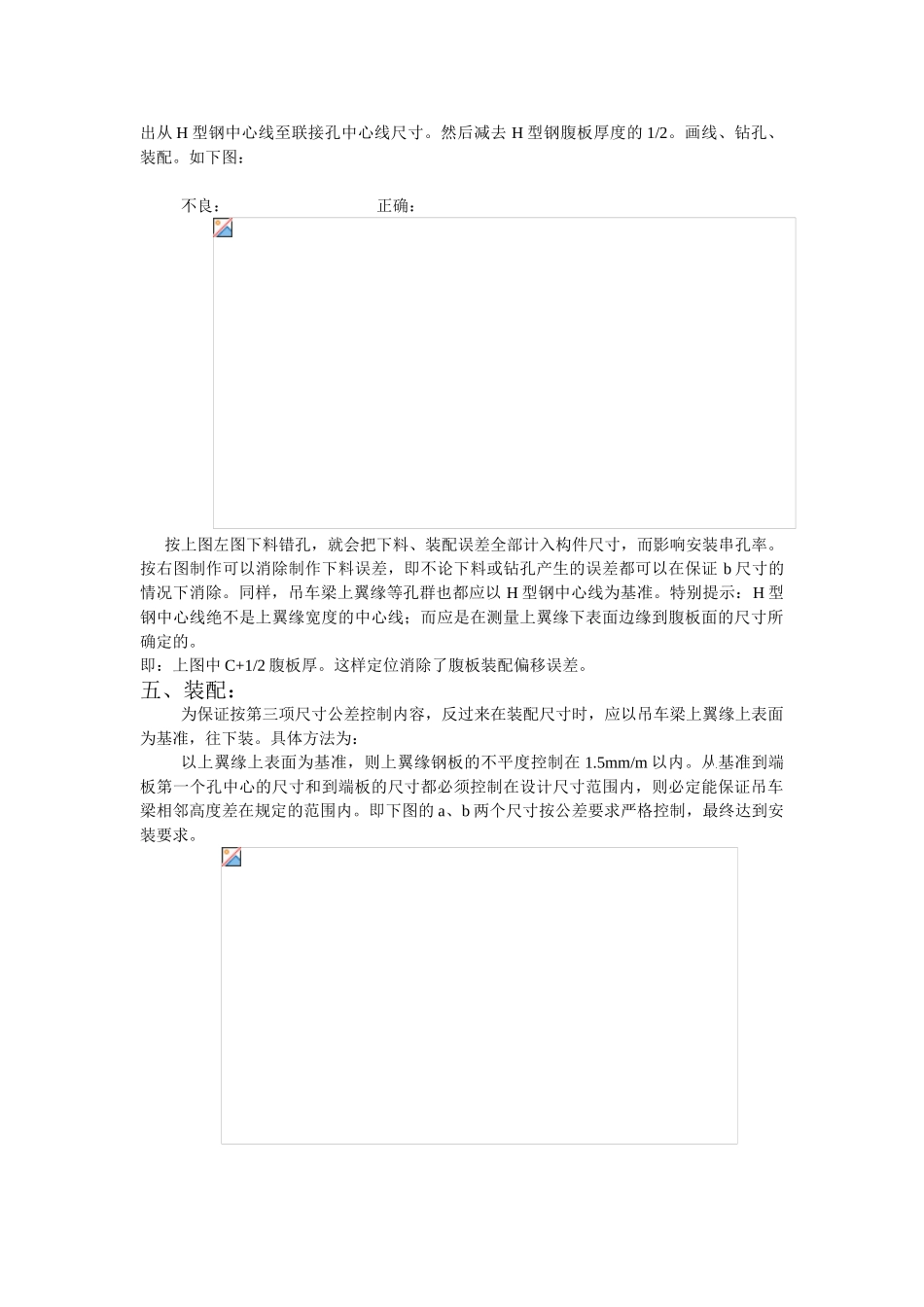
三、吊车梁安装尺寸公差:同一牛腿上相邻两吊车梁接头部位顶面高差为 1
中心错位:1
如下图:中心错位 顶面高差四、下料:端板下料尺寸为设计尺寸在长、宽方向上±2mm,板边缘毛刺、气割熔渣清理洁净
板的对角线差 2mm
筋板下料尺寸:a、没有孔的加强筋板,在让开 H 型钢主角焊缝处切除 35×45mm 的切角
上端与吊车梁的上翼缘磨平顶紧
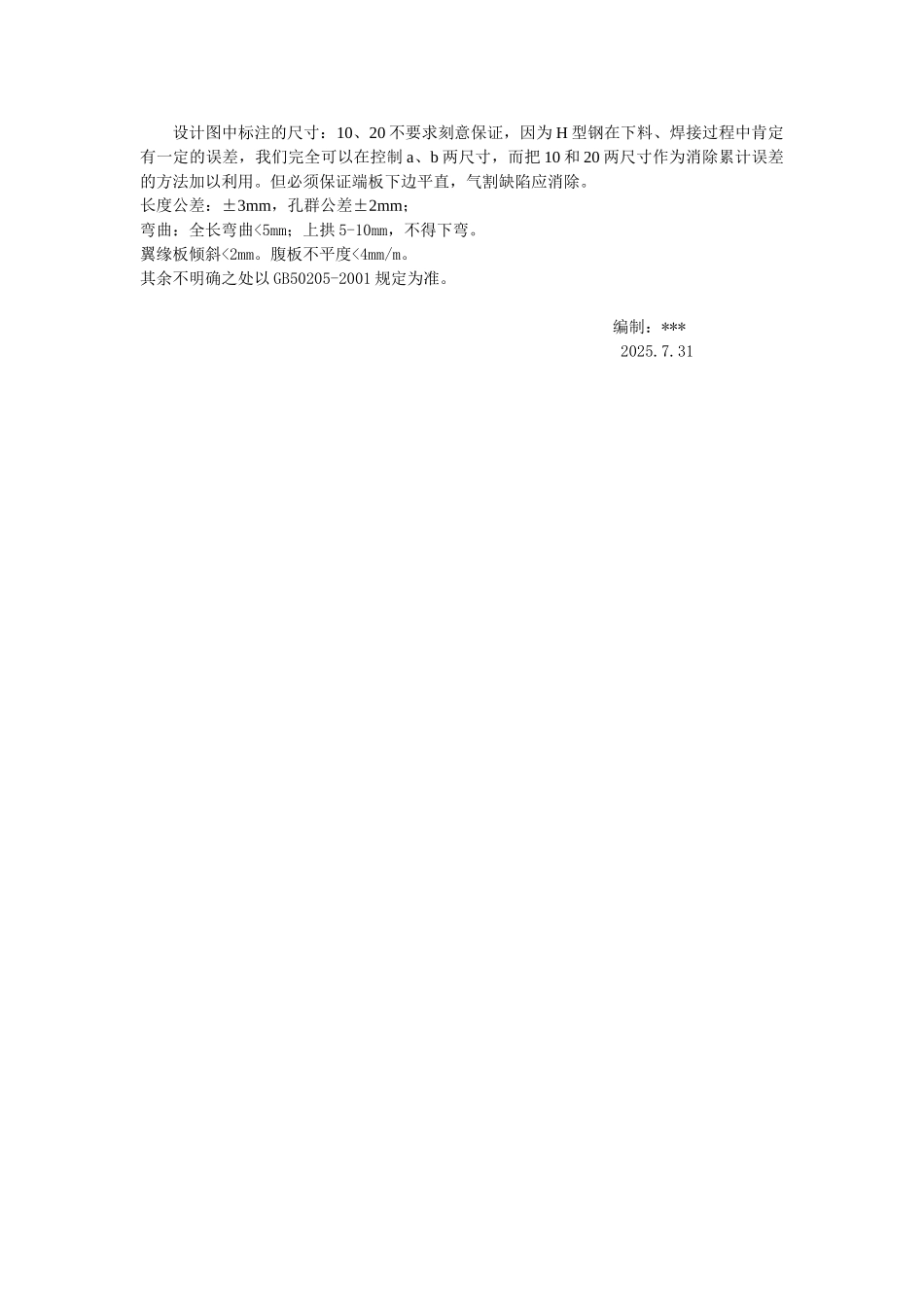
b、带有连接孔的加强筋板,孔的位置中心线不能以装配外边缘为基准划线钻孔,而应该算出从 H 型钢中心线至联接孔中心线尺寸
然后减去 H 型钢腹板厚度的 1/2
画线、钻孔、装配
如下图:不良: 正确:按上图左图下料错孔,就会把下料、装配误差全部计入构件尺寸,而影响安装串孔率
按右图制作可以消除制作下料误差,即不论下料或钻孔产生的误差都可以在保证 b 尺寸的情况下消除
同样,吊车梁上翼缘等孔群也都应以 H 型钢中心线为基准
特别提示:H 型钢中心线绝不是上翼缘宽度的中心线;而应是在测量上翼缘下表面边缘到腹板面的尺寸所确定的
即:上图中 C+1/2 腹板厚
这样定位消除了腹板装配偏移误差
五、装配:为保证按第三项尺寸公差控制内容,反过来在装配尺寸时,应以吊车梁上翼缘上表面为基准,往下装
具体方法为:以上翼缘上表面为基准,则上翼缘钢板的不平度控制在 1
5mm/m 以内
从基准到端板第一个孔中心的尺寸和到端板的尺寸都必须控制在设计尺寸范围内,则必定能保证吊车梁相邻高度差在规定