湖北某厂房钢结构工厂制作施工方案主结构框架用钢:Q345B
吊车梁采纳 Q345C 级钢
屋面及墙面檩条采纳冷弯成型热浸镀锌钢檩条,材质为 Q235
高强螺栓采纳 10
9S 大六角高强螺栓
屋面板:采纳预应力混凝土嵌板
墙面板:采纳博斯格双面镀锌压型钢板,外板板型为 YX28—205—820,板厚度 0
53㎜,采纳无外露螺钉暗扣板型,内板板型为YX15—225—900,板厚度为 0
构件表面处理:除锈等级达到 Sa2
一、工艺流程二、施工准备1、细部设计根据设计图,组织图纸深化设计人员,充分了解钢结构工程制作及现场安装的施工工艺,绘制施工详图,注明钢柱、屋架的主体尺寸、零件尺寸、焊接坡口尺寸、焊缝符号、精度要求、检验要求、以及总体布置、制造技术要求,并交原设计认可,作为施工及验收的依据
确保钢结构深化图纸在满足设计及国家有关法律规范的前提下,满足工厂制作及现场安装的工艺要求
前期准备阶段,组织项目有关人员仔细阅读熟悉图纸,领悟设计意图,掌握工程建筑和结构的形式和特点
施工前组织项目各工程技术人员仔细学习施工图纸、了解设计意图,对施工图中建筑与结构是否一致,尺寸、标高等是否正确及技术要求是否明确等进行进一步审查,同时进一步勘测现场,实地测量原建筑砼柱的轴线尺寸、标高,并将有关与图纸出入较大的数据及时、提前提供给设计院,及时解决施工图中的有关问题
由于工程工期紧张,提前介入设计工作,做好详图设计工作,并拟定首批材料单,供材料部门采购材料
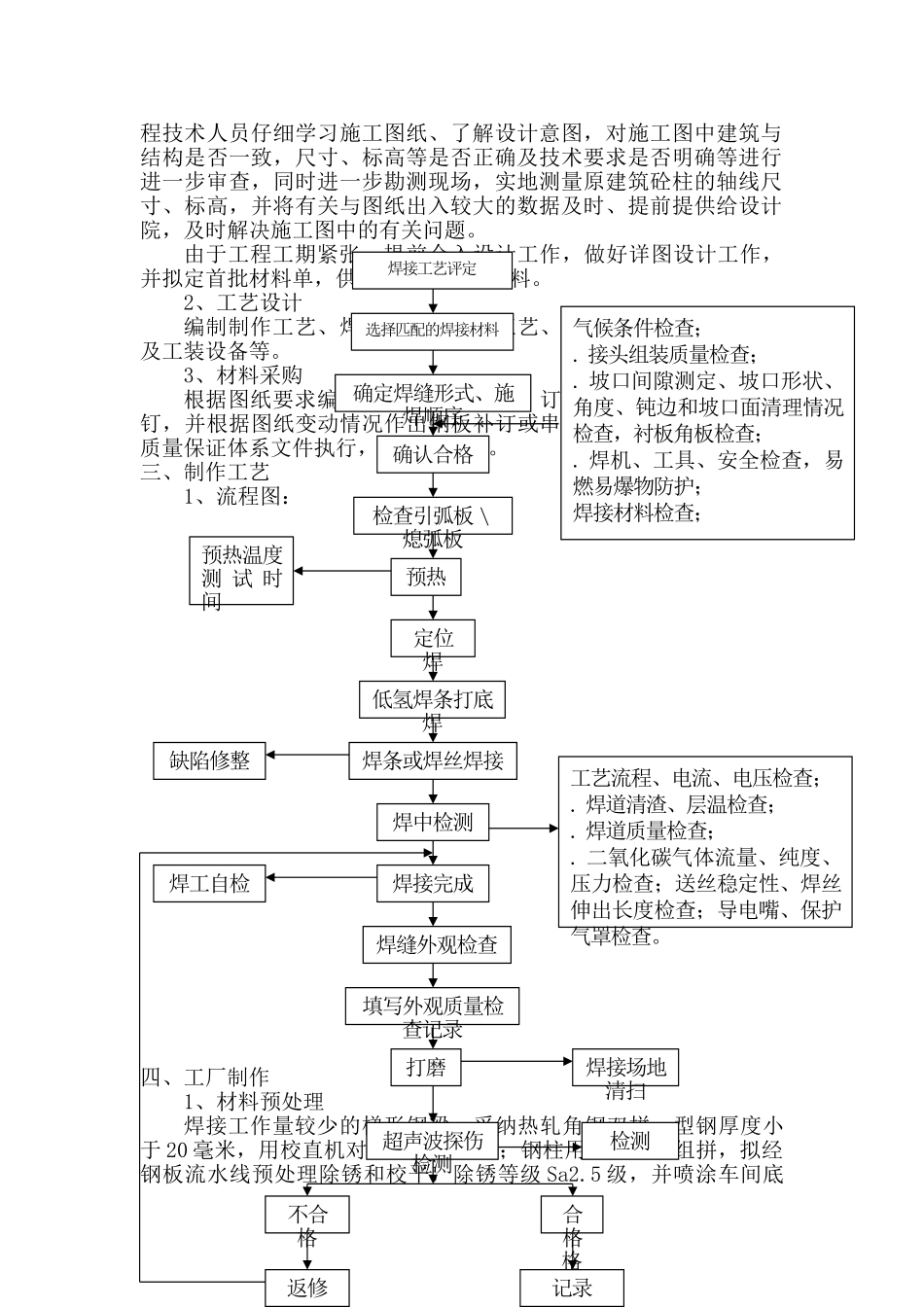
2、工艺设计编制制作工艺、焊接工艺、涂装工艺、验收项目、检验图表以及工装设备等
3、材料采购根据图纸要求编制工厂材料申请单,订购油漆、焊材、抗剪栓钉,并根据图纸变动情况作出钢板补订或串换,材料进出库场均按质量保证体系文件执行,并跟踪记录
三、制作工艺1、流程图:四、工厂制作1、材料预处理焊接工作量较少的梯形钢梁,采纳热轧角钢