第三章 弯曲工艺与弯曲模具设计3
1 弯曲变形过程及变形特点3
2 弯曲卸载后弯曲件的回弹 3
3 弯曲成形工艺设计 3
4 弯曲模具设计 典型的弯曲零件 第三章 弯曲工艺与弯曲模具设计 本章学习要求1
掌握弯曲工艺计算方法; 2
掌握弯曲模典型结构及特点; 3
掌熟悉弯曲工艺与弯曲模设计的方法和步骤; 4
了解弯曲变形规律及弯曲件质量的影响因素
弯曲是使材料产生塑性变形,形成有一定角度或一定曲率形状零件的冲压工序
弯曲的材料可以是板料、型材,也可以是棒料、管材
弯曲工序除了使用模具在普通压力机上进行外,还可以使用其它专门的弯曲设备进行
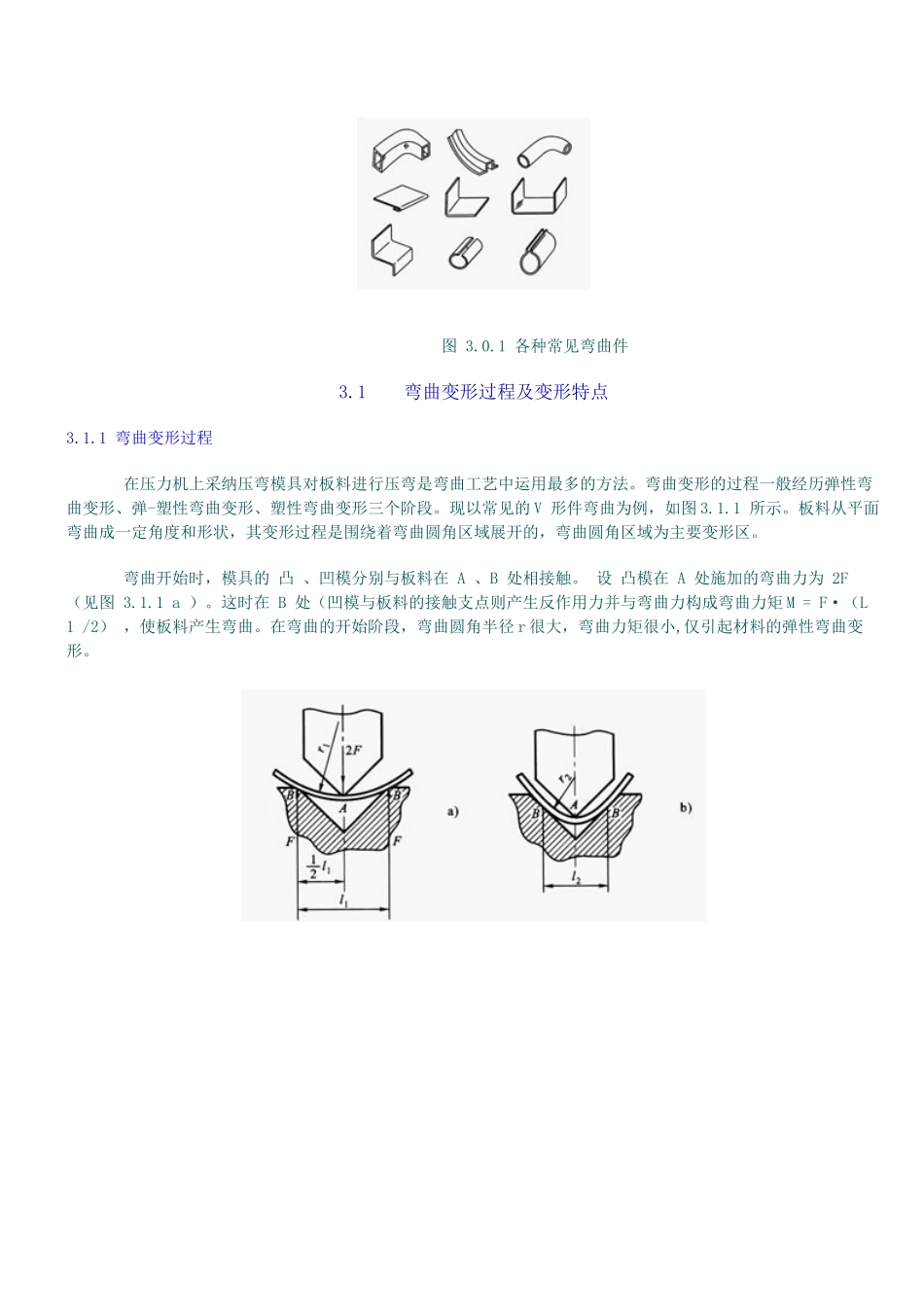
例如在专用弯曲机上进行折弯或滚弯 ,在拉弯设备上进行拉弯等 ,各种常见弯曲件如图 3-1 所示
1 各种常见弯曲件 3
1 弯曲变形过程及变形特点 3
1 弯曲变形过程 在压力机上采纳压弯模具对板料进行压弯是弯曲工艺中运用最多的方法
弯曲变形的过程一般经历弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形三个阶段
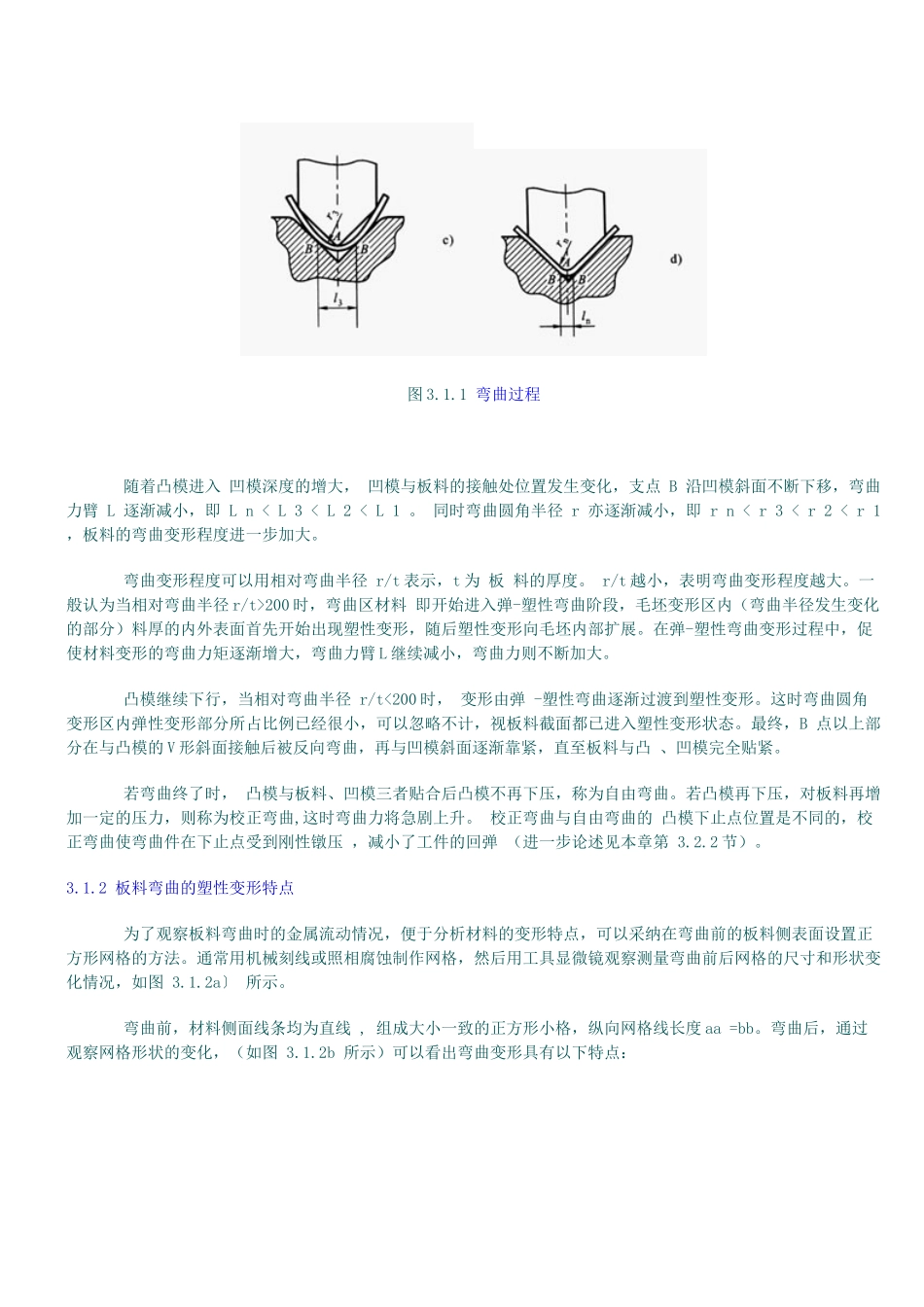
现以常见的 V 形件弯曲为例,如图 3
板料从平面弯曲成一定角度和形状,其变形过程是围绕着弯曲圆角区域展开的,弯曲圆角区域为主要变形区
弯曲开始时,模具的 凸 、凹模分别与板料在 A 、B 处相接触
设 凸模在 A 处施加的弯曲力为 2F (见图 3
这时在 B 处(凹模与板料的接触支点则产生反作用力并与弯曲力构成弯曲力矩 M = F·(L 1 /2) ,使板料产生弯曲
在弯曲的开始阶段,弯曲圆角半径 r 很大,弯曲力矩很小,仅引起材料的弹性弯曲变形
1 弯曲过程 随着凸模进入 凹模深度的增大, 凹模与板料的接触处位置发生变化,支点 B 沿凹模斜面不断下移,弯曲力臂 L 逐渐减小,即 L n < L 3 < L 2 < L 1
同时弯曲圆角半径 r 亦逐渐减小