关键控制点管理办法1
应对本工厂食品相关产品生产过程中关键控制点进行严格管理,以确保产品质量及安全
关键控制点的生产人员应经厂培训考核合格后,方能上岗,且人员应保持相对稳定
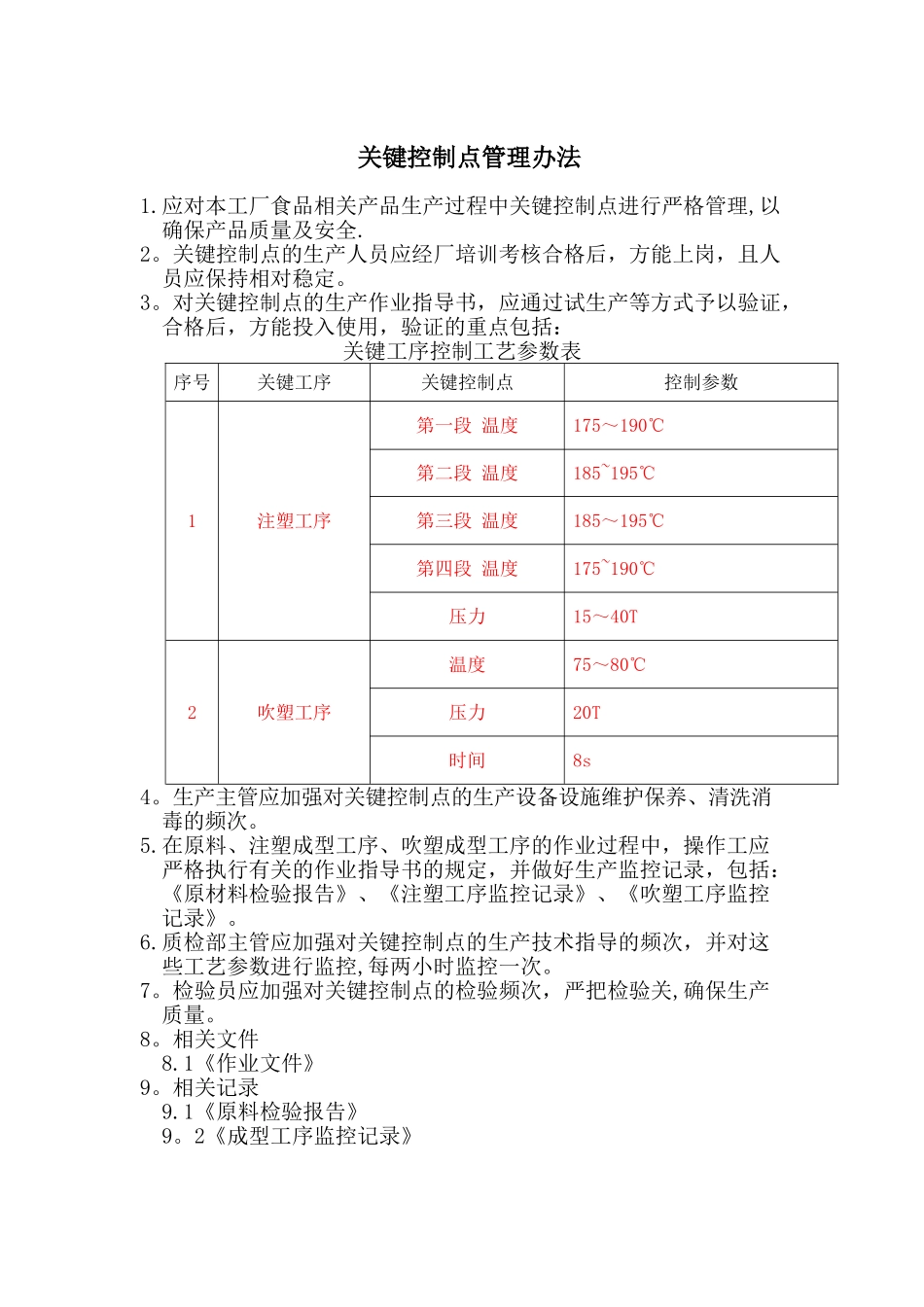
对关键控制点的生产作业指导书,应通过试生产等方式予以验证,合格后,方能投入使用,验证的重点包括:关键工序控制工艺参数表序号关键工序关键控制点控制参数1注塑工序第一段 温度175~190℃第二段 温度185~195℃第三段 温度185~195℃第四段 温度175~190℃压力15~40T2吹塑工序温度75~80℃压力20T时间8s4
生产主管应加强对关键控制点的生产设备设施维护保养、清洗消毒的频次
在原料、注塑成型工序、吹塑成型工序的作业过程中,操作工应严格执行有关的作业指导书的规定,并做好生产监控记录,包括:《原材料检验报告》、《注塑工序监控记录》、《吹塑工序监控记录》
质检部主管应加强对关键控制点的生产技术指导的频次,并对这些工艺参数进行监控,每两小时监控一次
检验员应加强对关键控制点的检验频次,严把检验关,确保生产质量
1《作业文件》9
1《原料检验报告》9
2《成型工序监控记录》