压铸铝合金零件失效分析摘要:本文结合工厂的压铸模具的实际失效情况,总结分析了压铸模的主要失效形式,系统地提出了分析压铸模具失效的方法和手段
从工程实用的角度提出了避免早期失效、提高模具寿命的方法
压铸是一种节能、低价、高效的金属成形方式
压铸件具有尺寸精度高,表面光洁,强度和硬度高的特点,一般不需要机械加工或稍经加工便可使用,适合批量生产
但是在使用过程中,由于各种原因压铸模容易失效
关键字:压铸模具失效提高寿命1压铸模具常见失效形式下面结合工厂实际情况分析了压铸模具的失效形式和失效机理
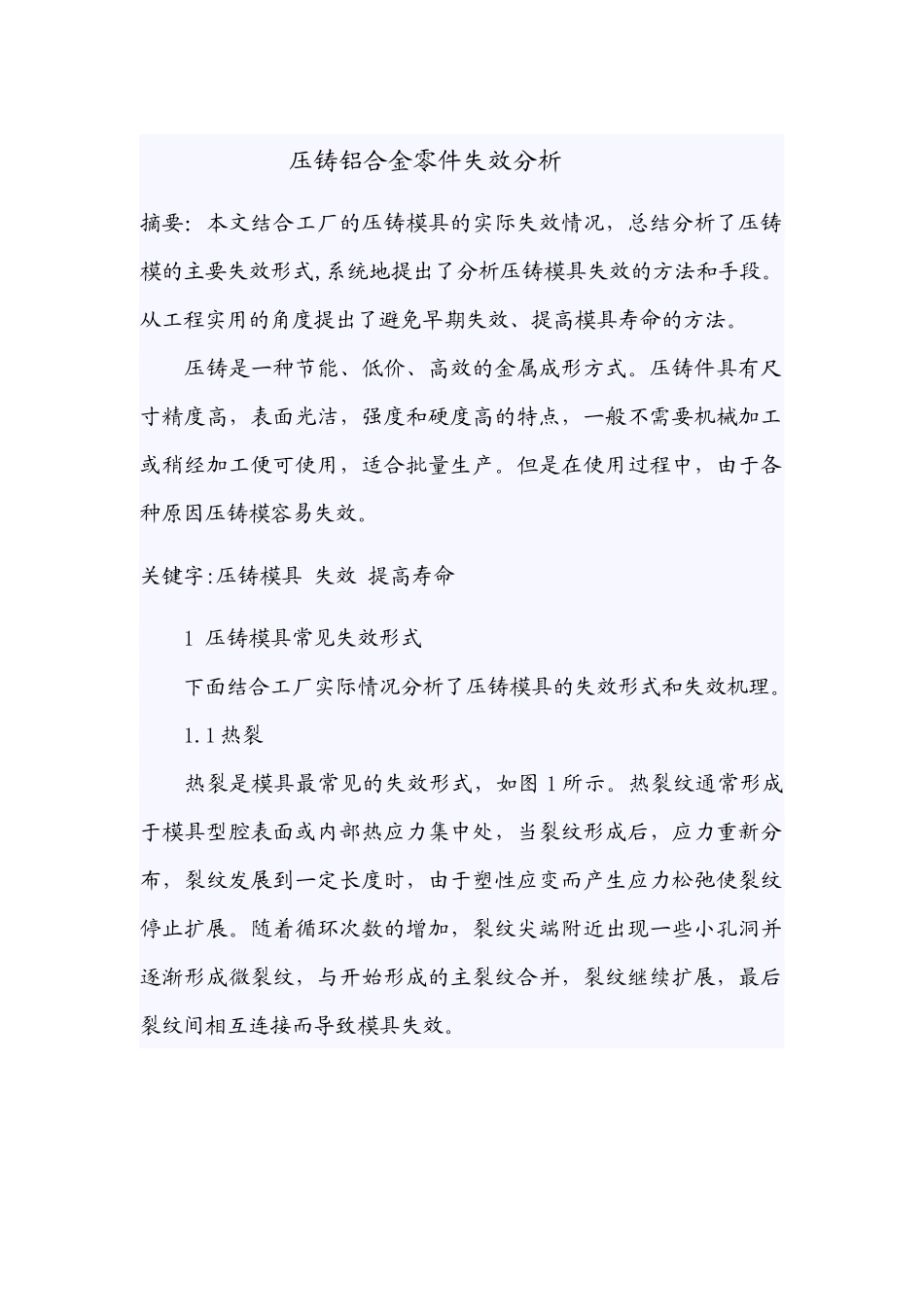
1热裂热裂是模具最常见的失效形式,如图1所示
热裂纹通常形成于模具型腔表面或内部热应力集中处,当裂纹形成后,应力重新分布,裂纹发展到一定长度时,由于塑性应变而产生应力松弛使裂纹停止扩展
随着循环次数的增加,裂纹尖端附近出现一些小孔洞并逐渐形成微裂纹,与开始形成的主裂纹合并,裂纹继续扩展,最后裂纹间相互连接而导致模具失效
2整体脆断整体脆断是由于偶然的机械过载或热过载导致模具灾难性断裂
材料的塑韧性是与此现象相对应的最重要的力学性能
材料中有严重缺陷或操作不当,会引起整体脆断,如图2所示
3侵蚀或冲刷这是由于机械和化学腐蚀综合作用的结果,熔融铝合金高速射入型腔,造成型腔表面的机械磨蚀
同时,金属铝与模具材料生成脆性的铁铝化合物,成为热裂纹新的萌生源
此外,铝充填到裂纹之中与裂纹壁产生机械作用,并与热应力叠加,加剧裂纹尖端的拉应力,从而加快了裂纹的扩展
提高材料的高温强度和化学稳定性有利于增强材料的抗腐蚀能力
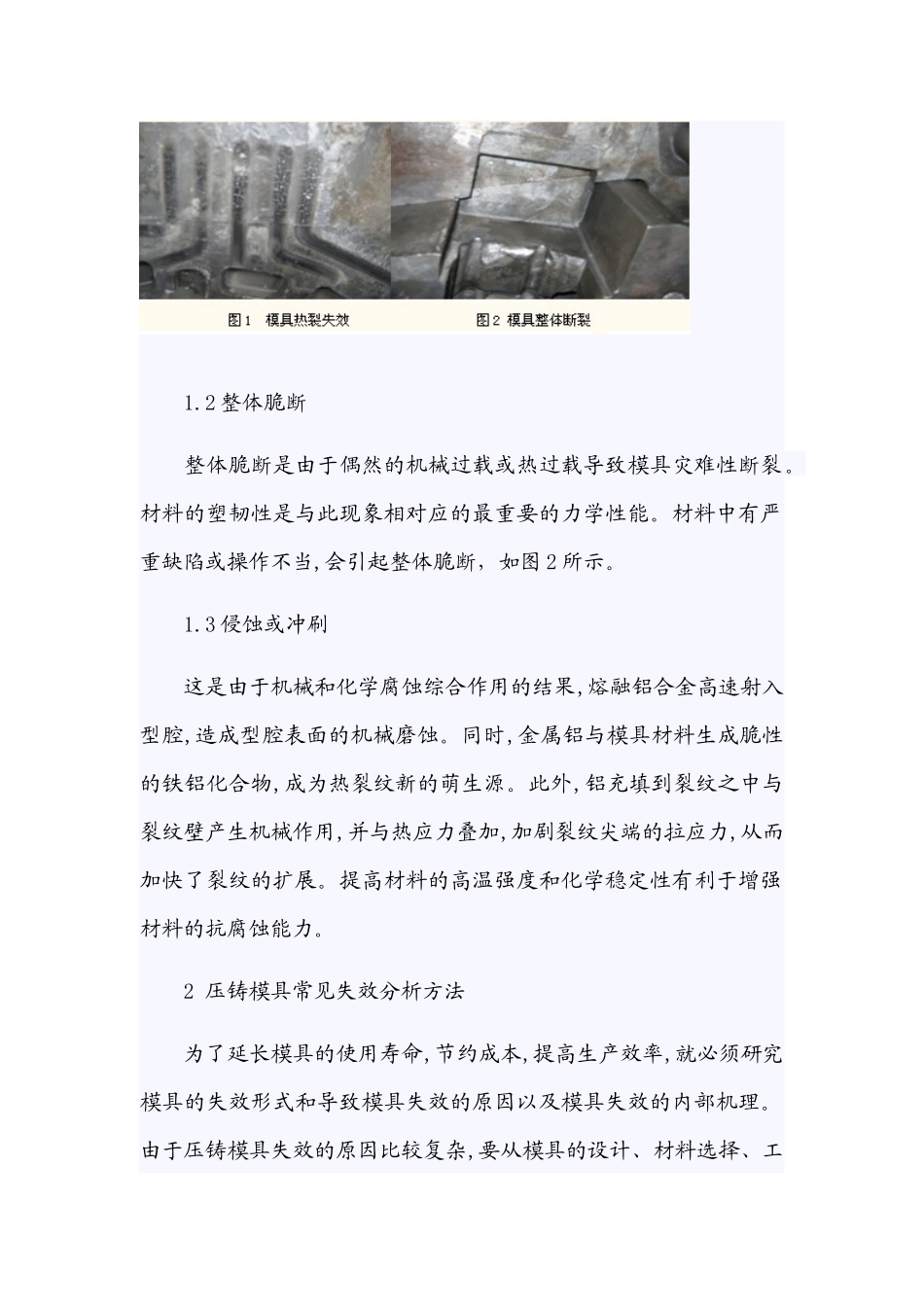
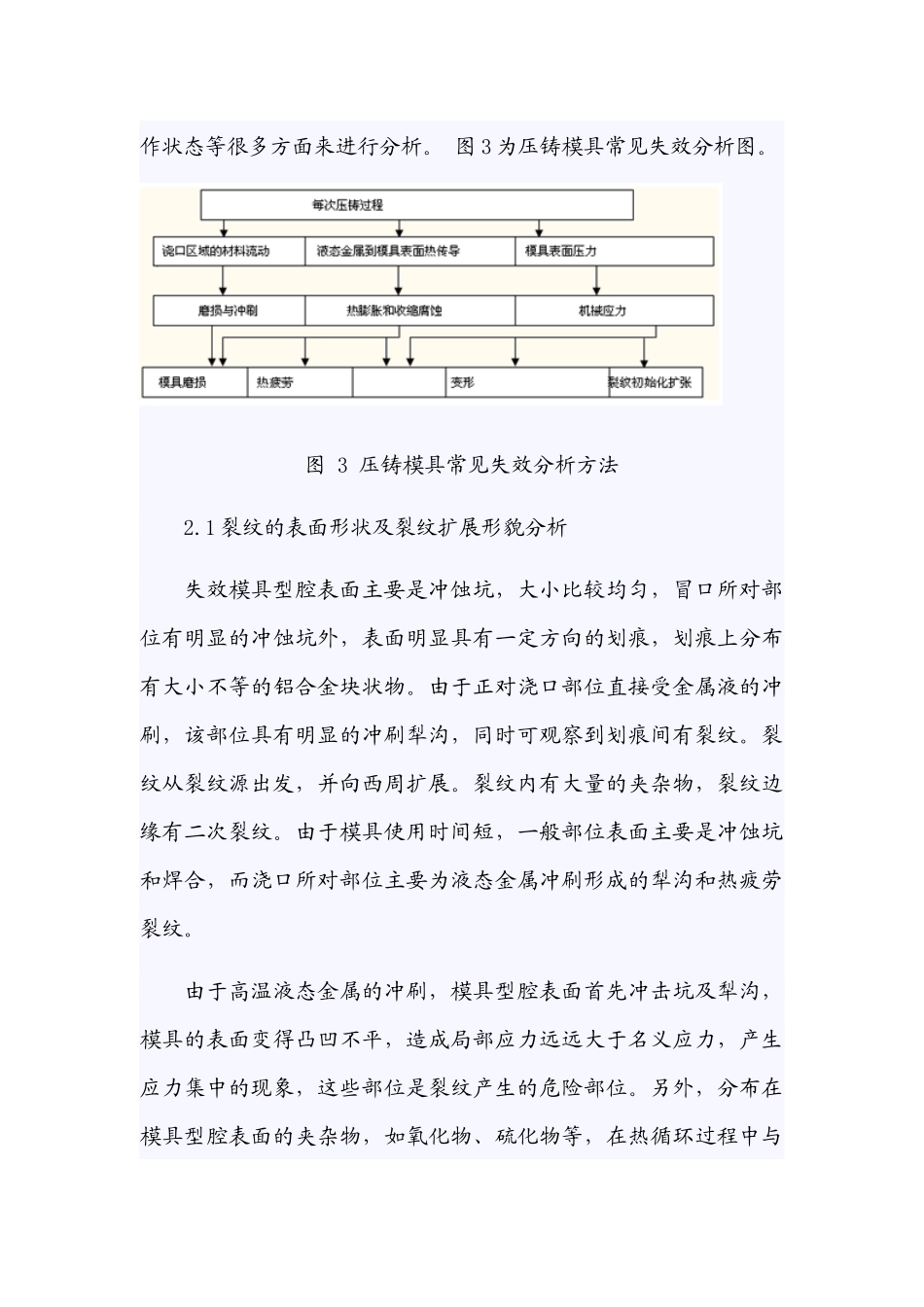
2压铸模具常见失效分析方法为了延长模具的使用寿命,节约成本,提高生产效率,就必须研究模具的失效形式和导致模具失效的原因以及模具失效的内部机理
由于压铸模具失效的原因比较复杂,要从模具的设计、材料选择、工作状态等很多方面来进行分析
图3为压铸模具常见失效分析图
图3压铸模具常见