在数控车床上实现椭圆的粗、精加工摘要:本文介绍了采用宏程序编制椭圆加工程序的步骤,并分别对原点与椭圆中心重合,原点与椭圆中心偏离这两种情况作了一定的阐述,另外使用FANUC0i系统对椭圆面进行了粗、精加工的编程
关键词:数控车床;椭圆;宏程序;粗、精加工数控车床加工对象为各种类型的回转面,其中对于圆柱面、锥面、圆弧面、球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆等一些非圆曲线构成的回转体,加工起来具有一定的难度
这是因为大多数的数控系统只提供直线插补和圆弧插补两种插补功能,更高档的数控系统提供双曲线、正弦曲线和样条曲线插补功能,但是一般都没有椭圆插补功能
因此,在数控机床上对椭圆的加工大多采用小段直线或者小段圆弧逼近的方法来编制椭圆加工程序
在这里结合工作实践对车削椭圆轮廓的宏程序的编制方法进行探讨
一、椭圆宏程序的编制原理数控系统的控制软件,一般由初始化模块、输入数据处理模块、插补运算处理模块、速度控制模块、系统管理模块和诊断模块组成
其中插补运算处理模块的作用是依据程序中给定的轮廓的起点、终点等数值对起点终点之间的坐标点进行数据密化,然后由控制软件,依据数据密化得到的坐标点值驱动刀具依次逼近理想轨迹线的方式来移动,从而完成整个零件的加工
依据数据密化的原理,我们可以根据曲线方程,利用数控系统具备的宏程序功能,密集的算出曲线上的坐标点值,然后驱动刀具沿着这些坐标点一步步移动就能加工出具有椭圆、抛物线等非圆曲线轮廓的工件
二、椭圆宏程序的编制步骤宏编程一般步骤:1
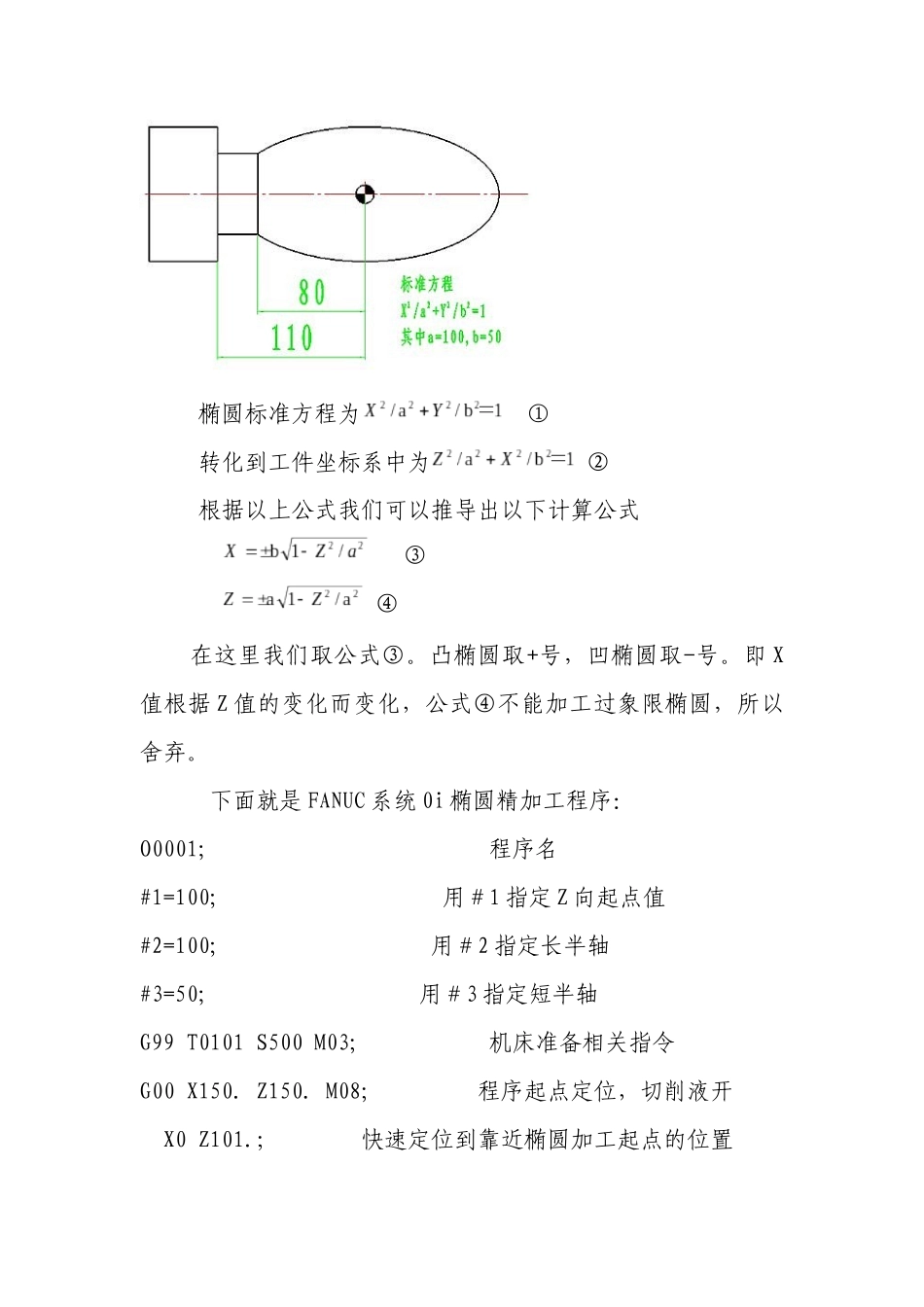
首先要有标准方程(或参数方程)一般图中会给出
对标准方程进行转化,将数学坐标转化成工件坐标标准方程中的坐标是数学坐标,要应用到数控车床上,必须要转化到工件坐标系中
求值公式推导利用转化后的公式推导出坐标计算公式4
求值公式选择根据实际选择计算公式5
编程公式选择好后就可以开始编程了三、加工