在大型数控车床上加工深孔类零件的夹紧和定位装置南京数控机床有限公司宋紫薇江苏省南京市天元西路167号211100摘要:为解决细长深孔类零件的加工问题,设计了一种在大型数控车床加工大长径的深孔类零件的夹紧和定位装置,所加工的零件可以大部分放入主轴孔内,零件的一端用卡盘夹紧,另一端由定位装置顶紧,使工件加工时不会产生振动
关键词:深孔加工、集动力和夹紧于一体的卡盘、双作用无杆气缸、定位送料装置
随着数控车床在各种机械行业中的应用越来越广泛,用户对数控车床的加工能力和加工范围的要求也越来越高
机床的生产厂家不仅要提高主机的性能和精度,还要向用户提供可靠方便的工装夹具,以保证用户加工出合格的零件
在应用大型数控车床的用户中,常常面临着细长深孔类零件的装夹和定位问题
这类零件的特点是:长径比较大,需要镗孔尺寸长,外圆内孔同心度要求高、长度尺寸公差较小
对这类零件通常采用的夹持方法是用三爪卡盘夹持一端,另一端用中心架作辅助支承
但在使用中发现,这种夹持方式会因为中心架与主轴同轴度的误差而影响到零件的加工精度,而且中心架是三滚轮支承,镗孔和车螺纹时容易产生振动
此外还有一些特殊外形,特殊加工要求的零件,就无法使用中心架
通过对此类零件的特点、加工工艺的分析,设计了一种加工细长深孔类零件的夹紧定位装置
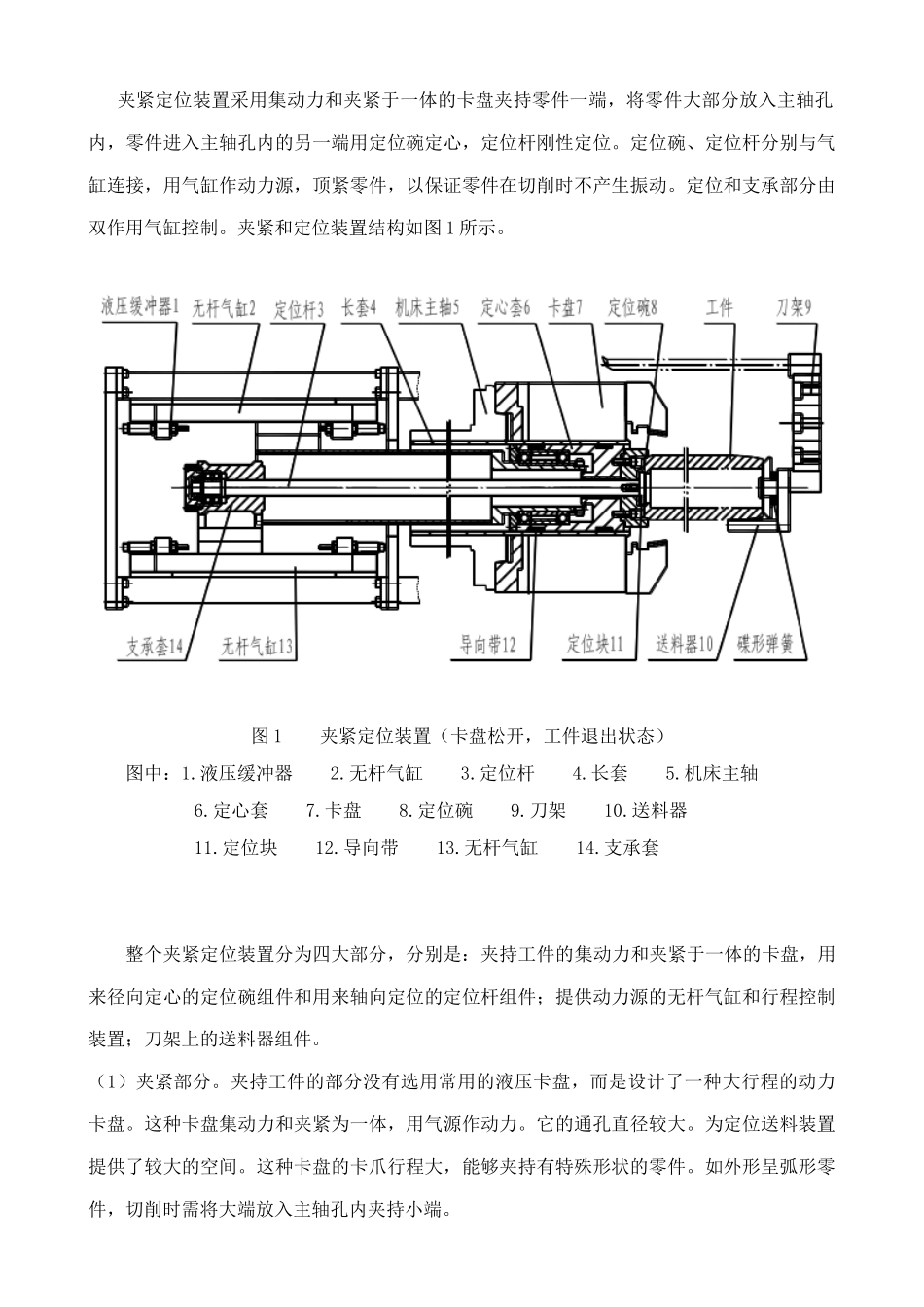
1、定位装置的结构:夹紧定位装置采用集动力和夹紧于一体的卡盘夹持零件一端,将零件大部分放入主轴孔内,零件进入主轴孔内的另一端用定位碗定心,定位杆刚性定位
定位碗、定位杆分别与气缸连接,用气缸作动力源,顶紧零件,以保证零件在切削时不产生振动
定位和支承部分由双作用气缸控制
夹紧和定位装置结构如图1所示
图1夹紧定位装置(卡盘松开,工件退出状态)图中:1
液压缓冲器2
无杆气缸14