6EN138678N
m→完全松开→20N
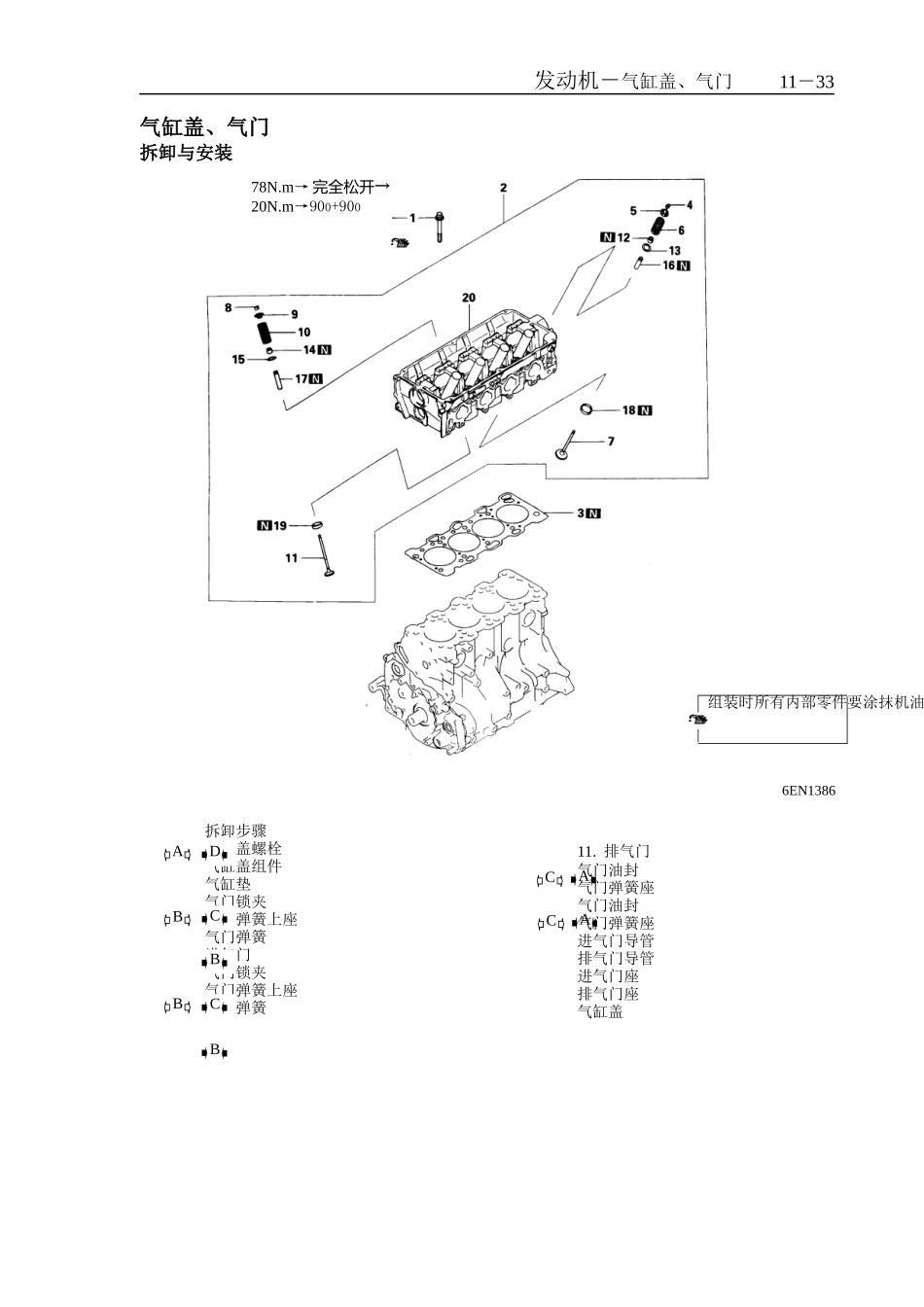
m→900+900组装时所有内部零件要涂抹机油拆卸步骤气缸盖螺栓气缸盖组件气缸垫气门锁夹气门弹簧上座气门弹簧进气门气门锁夹气门弹簧上座气门弹簧BCBCDABBAA11
排气门气门油封气门弹簧座气门油封气门弹簧座进气门导管排气门导管进气门座排气门座气缸盖CC发动机-气缸盖、气门11-33气缸盖、气门拆卸与安装MB9916549EN0063AMD9987749EN0065油识别颜色ABCB发动机-气缸盖、气门11-34拆卸须知拆卸后注意事项拆下来的零件须按照气缸号码及进气/排气区别整理
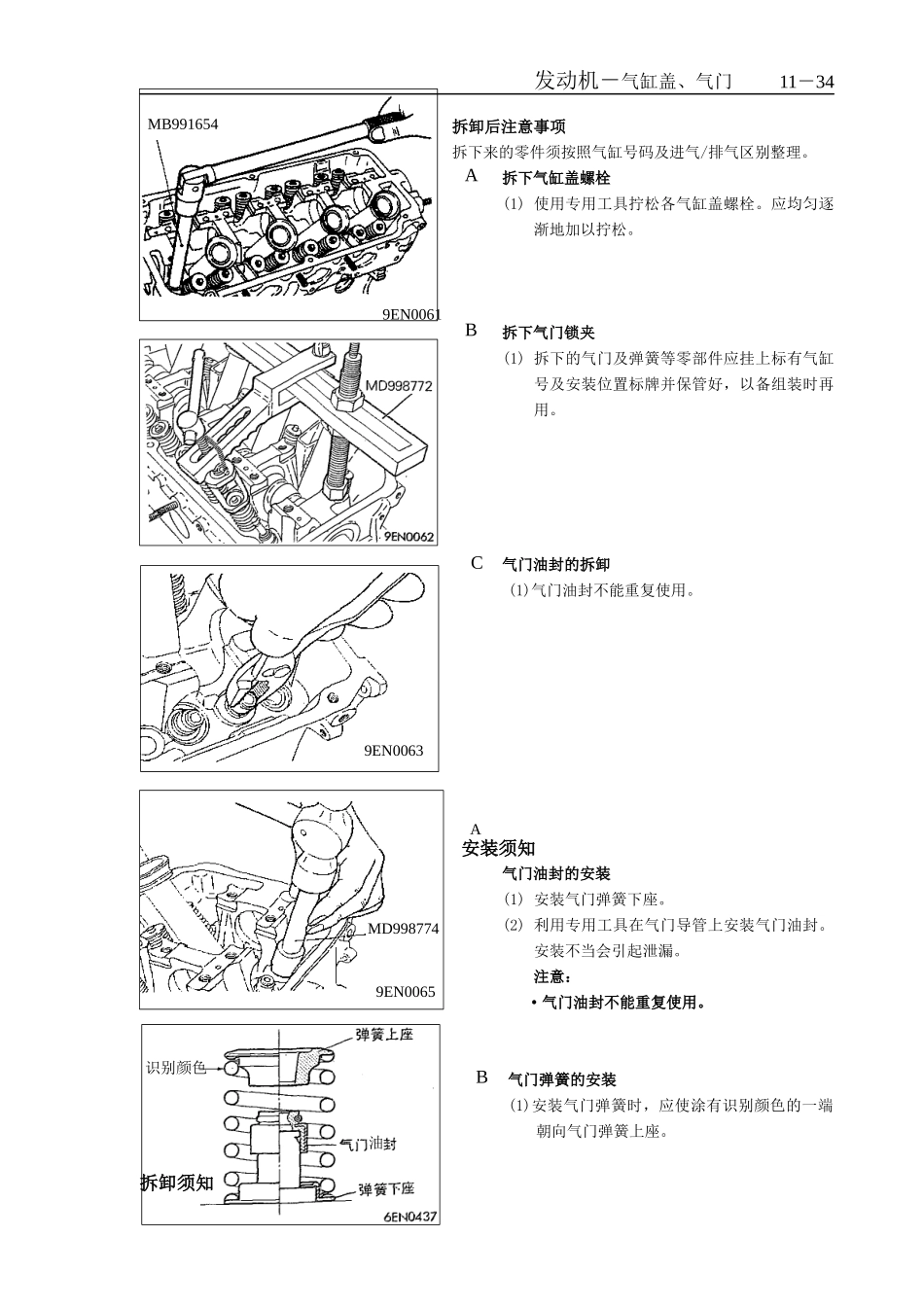
拆下气缸盖螺栓(1)使用专用工具拧松各气缸盖螺栓
应均匀逐渐地加以拧松
拆下气门锁夹(1)拆下的气门及弹簧等零部件应挂上标有气缸号及安装位置标牌并保管好,以备组装时再用
气门油封的拆卸(1)气门油封不能重复使用
安装须知气门油封的安装(1)安装气门弹簧下座
(2)利用专用工具在气门导管上安装气门油封
安装不当会引起泄漏
注意:·气门油封不能重复使用
气门弹簧的安装(1)安装气门弹簧时,应使涂有识别颜色的一端朝向气门弹簧上座
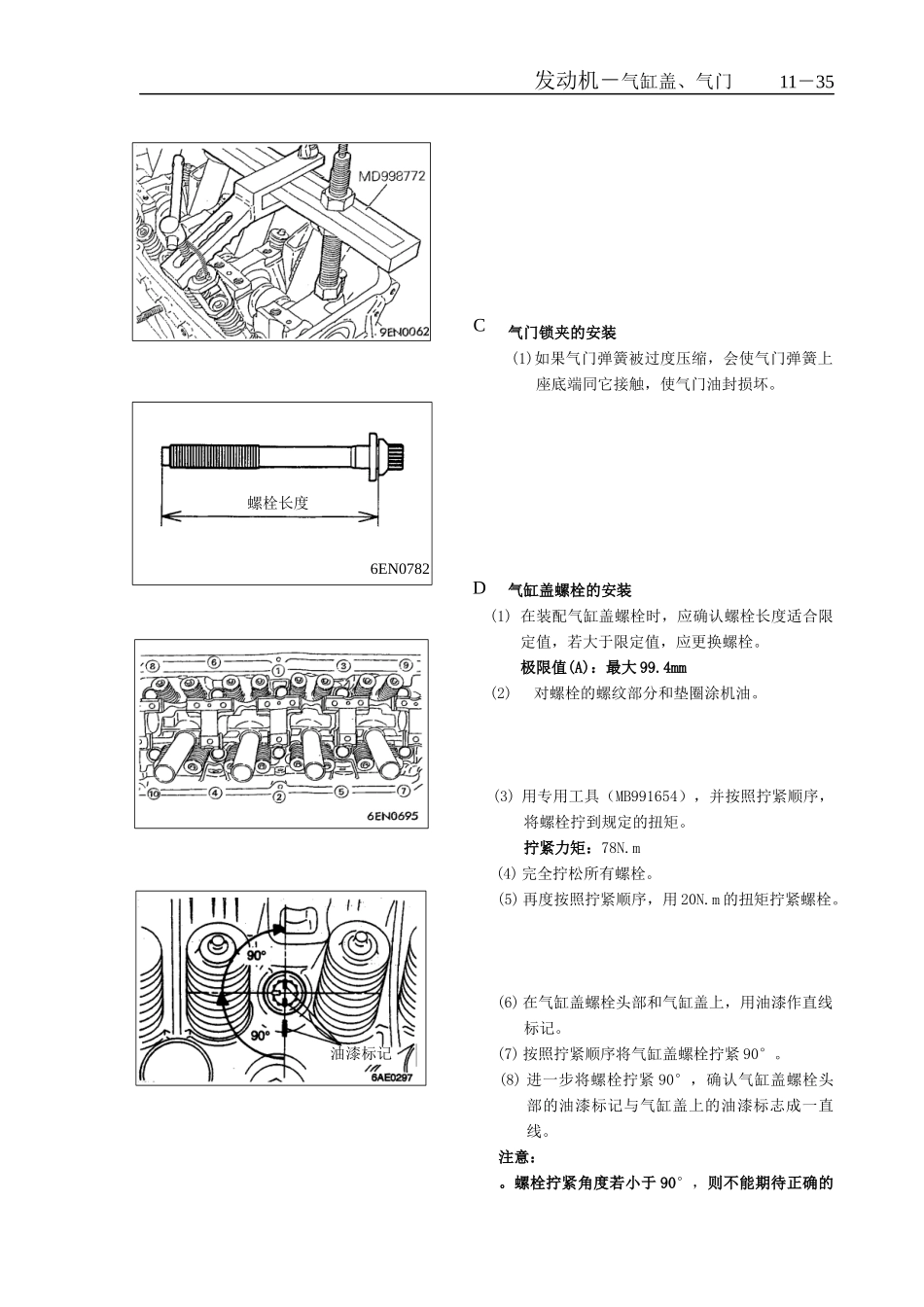
9EN0061螺栓长度6EN0782油漆标记CD发动机-气缸盖、气门11-35气门锁夹的安装(1)如果气门弹簧被过度压缩,会使气门弹簧上座底端同它接触,使气门油封损坏
气缸盖螺栓的安装(1)在装配气缸盖螺栓时,应确认螺栓长度适合限定值,若大于限定值,应更换螺栓
极限值(A):最大99
4mm(2)对螺栓的螺纹部分和垫圈涂机油
(3)用专用工具(MB991654),并按照拧紧顺序,将螺栓拧到规定的扭矩
拧紧力矩:78N
m(4)完全拧松所有螺栓
(5)再度按照拧紧顺序,用20N
m的扭矩拧紧螺栓
(6)在气缸盖螺栓头部和气缸盖上,用油漆作直线标记
(7)按照拧紧顺序将气缸盖螺栓拧紧90°
(8)进一步将螺栓拧紧90°,确认气缸盖螺栓头