数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的
其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹
一、梯形螺纹加工的工艺分析1
梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注
例如Tr36×6,Tr44×8LH等
国标规定,公制梯形螺纹的牙型角为30°
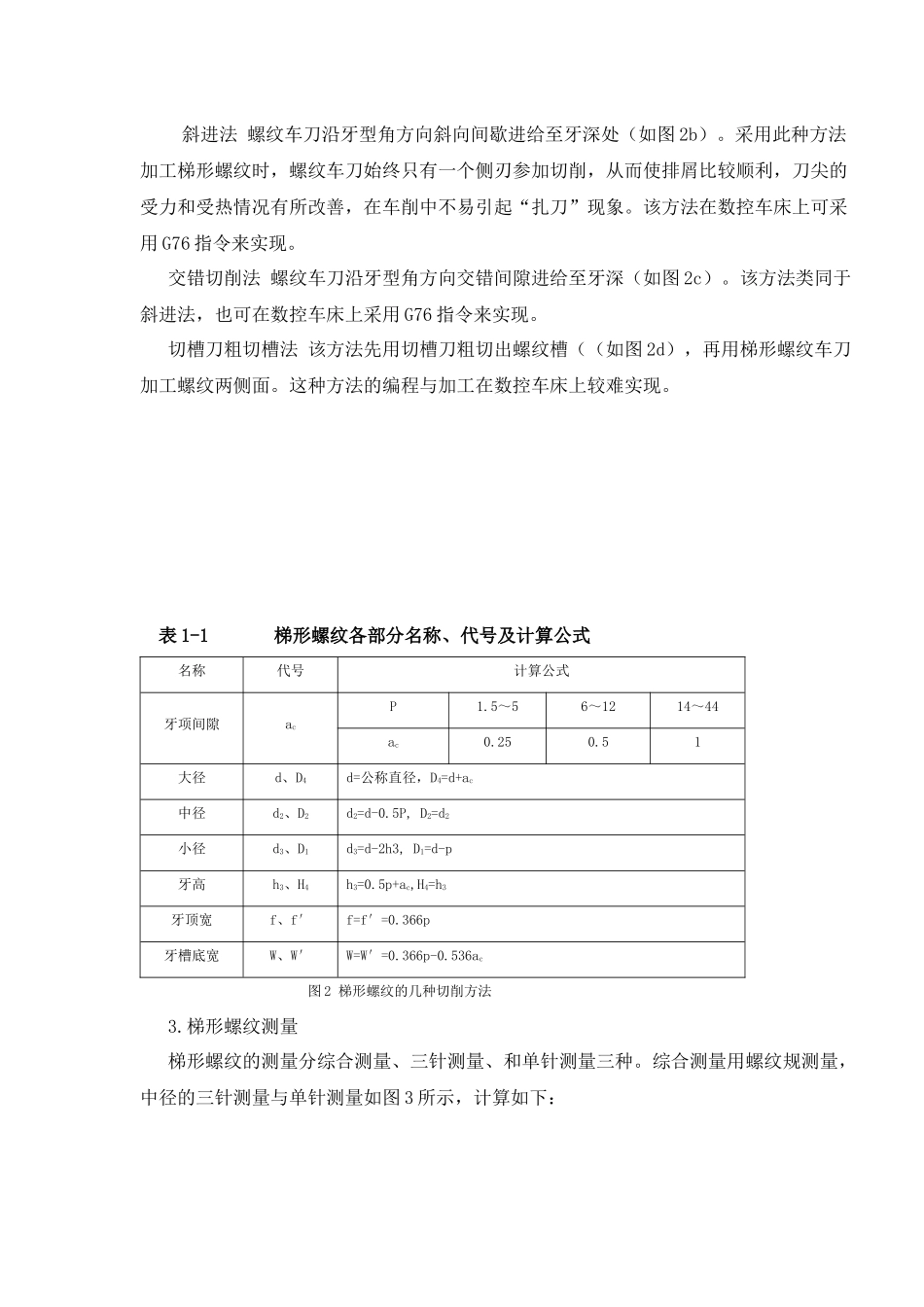
梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1-1
图1梯形螺纹的牙型2
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重
当进刀量过大时,还可能产生“扎刀”和“爆刀”现象
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象
该方法在数控车床上可采用G76指令来实现
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)
该方法类同于斜进法,也可在数控车床上采用G76指令来实现
切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面
这种方法的编程与加工在数控车床上较