(1)加工路线的确定原则在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线
确定加工路线是编写程序前的重要步骤,加工路线的确定应遵循以下原则
加工路线应保证被加工零件的精度和表面粗糙度,且效率较高
使数值计算简单,以减少编程工作量
应使加工路线最短,这样既可以减少程序段,又可以减少空刀时间
此外,确定加工路线时,还要考虑工件的加工余量和机床、刀具的刚度等情况,确定是一次走刀,还是多次走刀来完成加工,以及在铣削加工中是采用顺铣还是逆铣等
(2)辅助程序段的设计1
轮廓加工的进退刀路径设计在对零件的轮廓进行加工时,为了保证零件的加工精度和表面粗糙度符合要求,应合理地设计进退刀路径
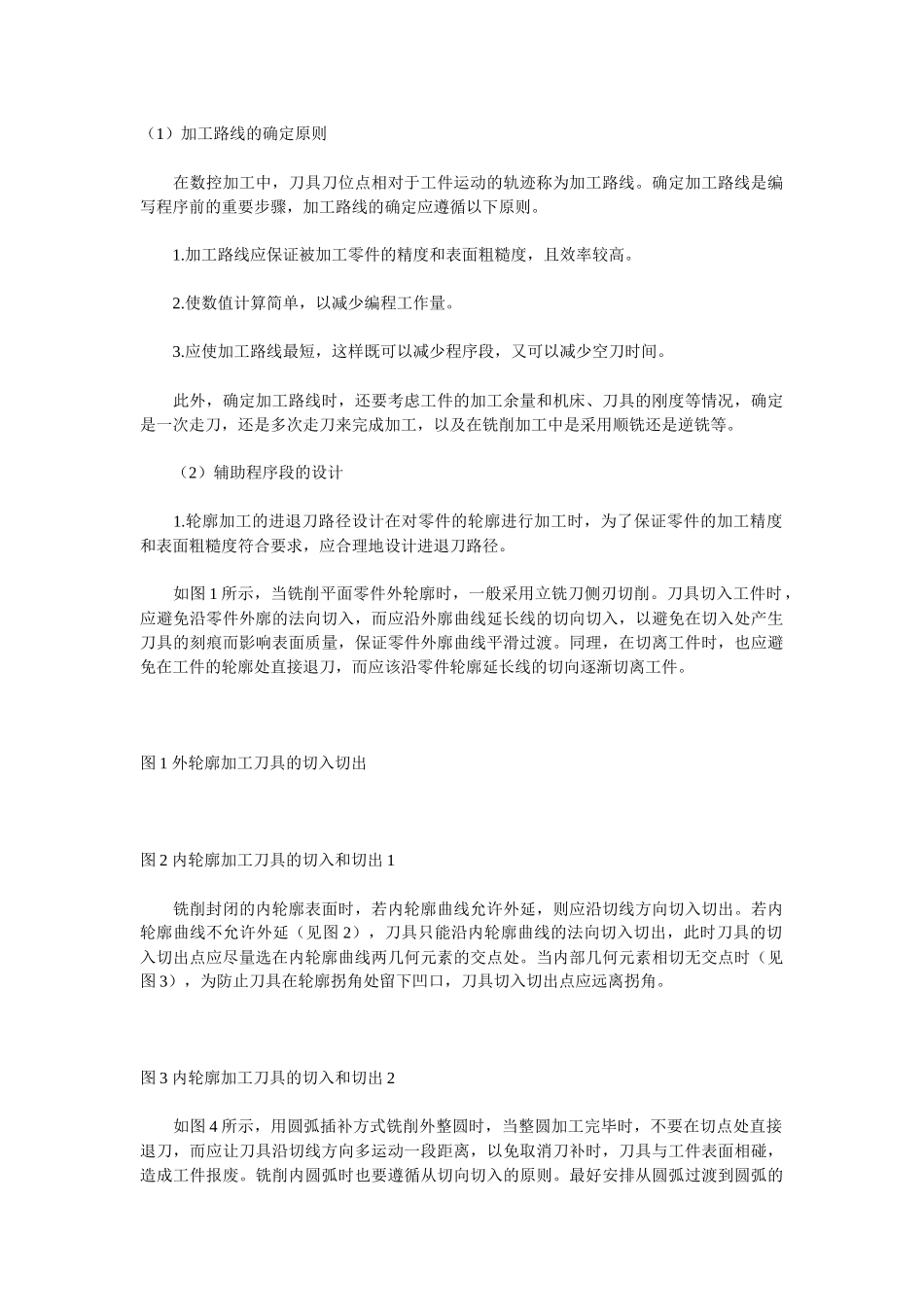
如图1所示,当铣削平面零件外轮廓时,一般采用立铣刀侧刃切削
刀具切入工件时,应避免沿零件外廓的法向切入,而应沿外廓曲线延长线的切向切入,以避免在切入处产生刀具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡
同理,在切离工件时,也应避免在工件的轮廓处直接退刀,而应该沿零件轮廓延长线的切向逐渐切离工件
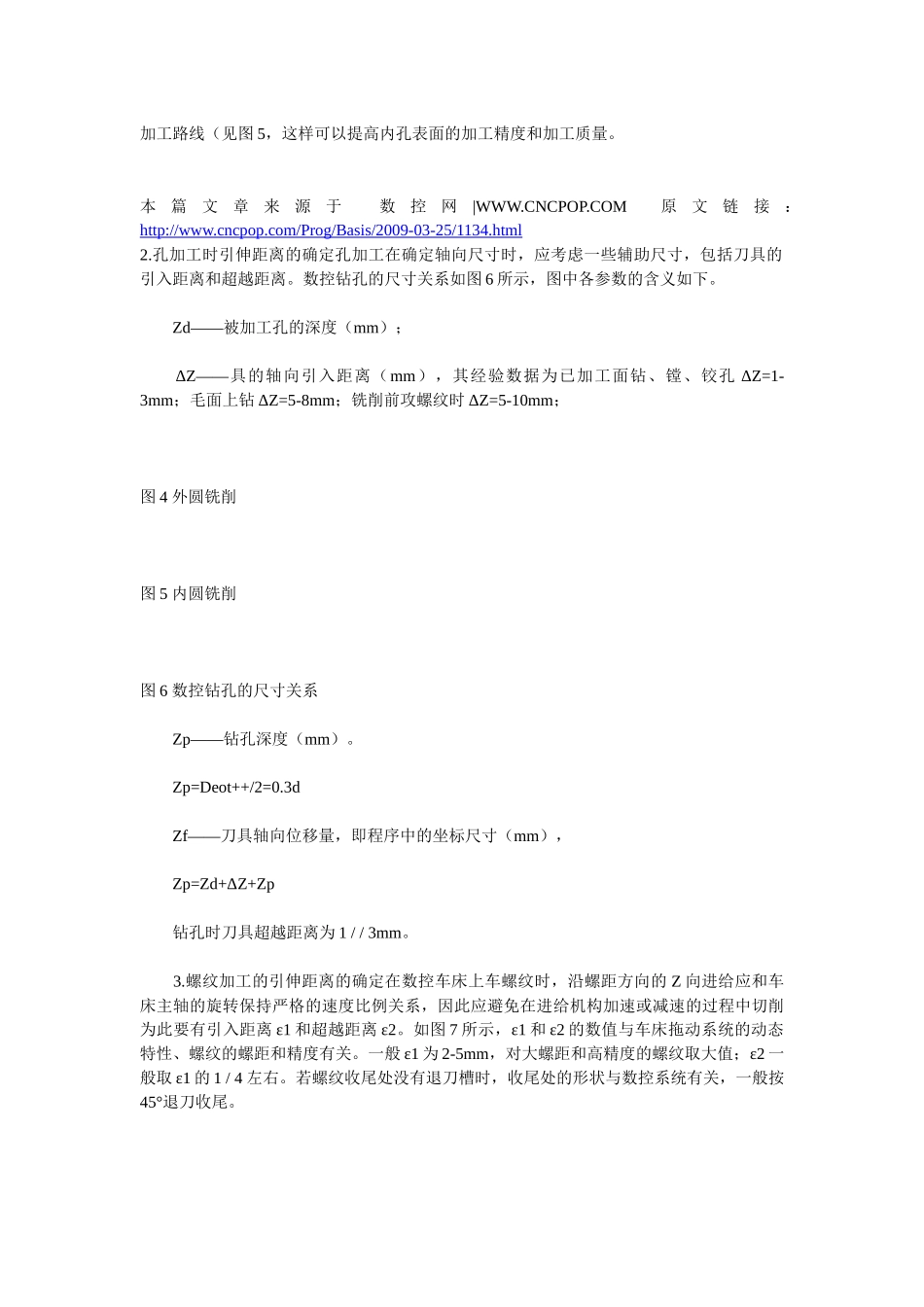
图1外轮廓加工刀具的切入切出图2内轮廓加工刀具的切入和切出1铣削封闭的内轮廓表面时,若内轮廓曲线允许外延,则应沿切线方向切入切出
若内轮廓曲线不允许外延(见图2),刀具只能沿内轮廓曲线的法向切入切出,此时刀具的切入切出点应尽量选在内轮廓曲线两几何元素的交点处
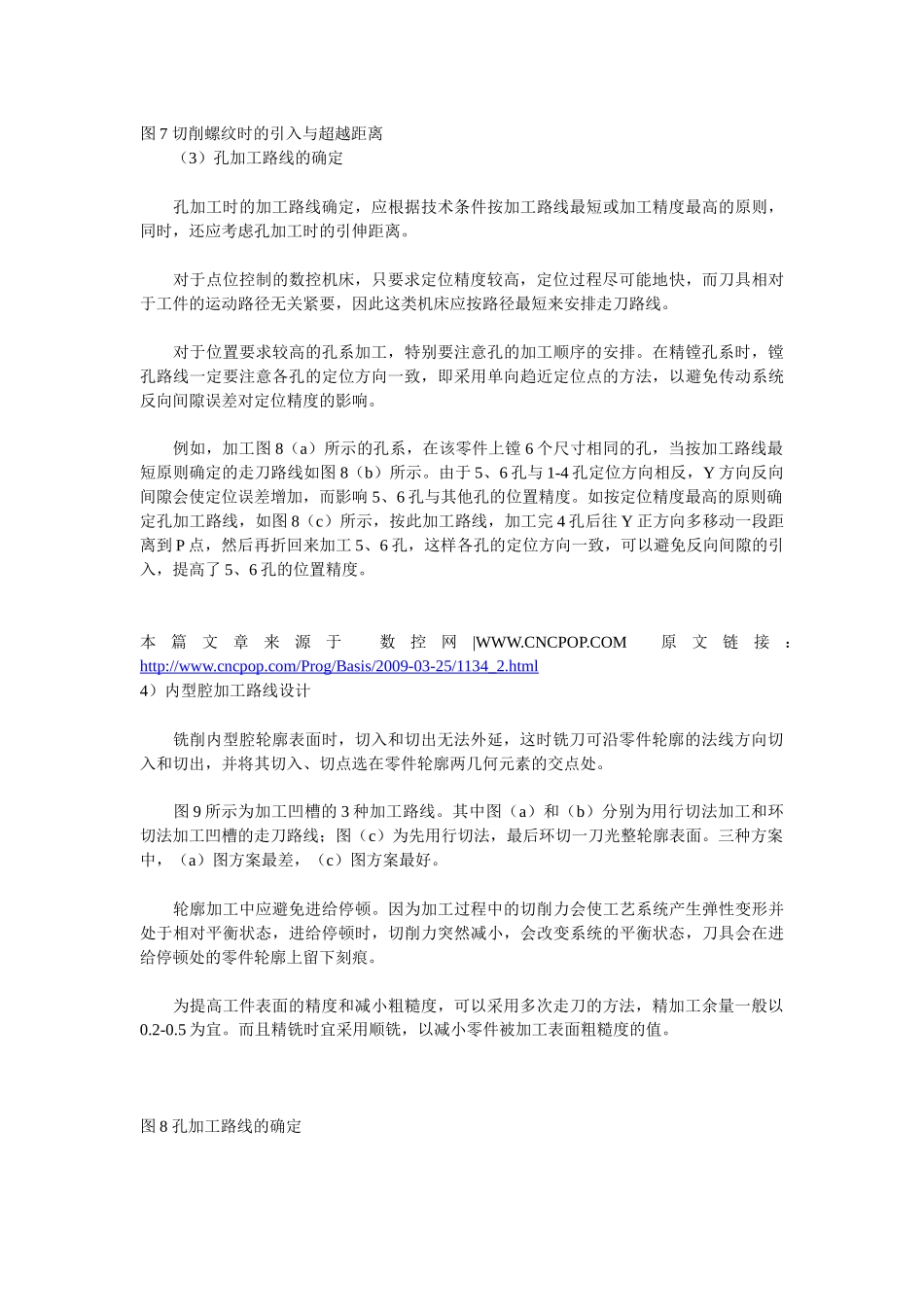
当内部几何元素相切无交点时(见图3),为防止刀具在轮廓拐角处留下凹口,刀具切入切出点应远离拐角
图3内轮廓加工刀具的切入和切出2如图4所示,用圆弧插补方式铣削外整圆时,当整圆加工完毕时,不要在切点处直接退刀,而应让刀具沿切线方向多运动一段距离,以免取消刀补时,刀具与工件表面相碰,造成工件报废
铣削内圆弧时也要遵循从切向切入的原则
最好安排从圆弧过渡到圆弧的加工路线(见图5,这样可以提高内孔表面的加工精度和加工质量
本篇文章来源于数控网