数控车床综合实训报告目录一、课程实践环节的基本情况
21、实训工种
22、使用的设备
23、操作技能实训过程总结
2二、典型零件工艺分析与程序编制
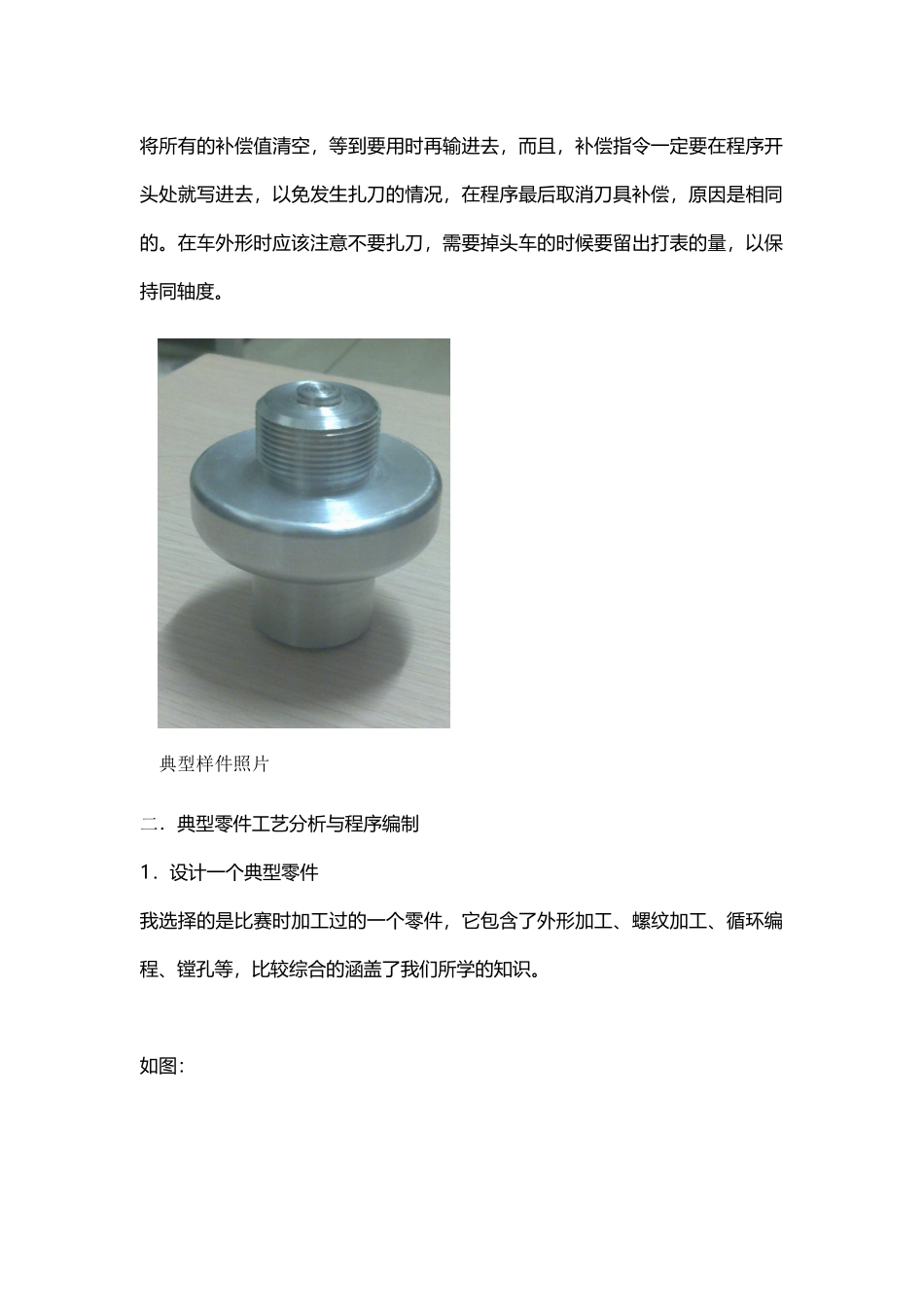
31、设计一个典型零件
32、完成典型零件的数控加工工艺分析
43、编制零件的数控加工程序
4三、本课程学习与实践的收获和体会
一.课程实践环节的基本情况1
实训工种数控车床2
使用的设备CJK1640数控车床,采用FANUC0iMate-TC、GSK980T数控系统实现机床的两轴控制
也可按需要选配西门子802Cbaseline等其它数控系统
可车削各种内外圆柱面、圆锥面、圆弧曲面、公、英制螺纹等;配有四工位刀架,可满足不同需要的加工;可开闭的防护门及各种安全提醒牌等确保了操作者的安全
适用于多品种、中小批量产品的加工,对复杂、高精度零件更能显示其优越性;技术规格单位CJK1640加工范围床身上最大回转直径mmΦ410床鞍上最大回转直径mmΦ180最大车削直径mmΦ300最大工件长度mm1000最大车削长度mm800主轴主轴通孔直径mmΦ52主轴头型式ISO702/IINO
6凸轮锁紧型主轴转速范围rpm8级80-2000尾座套筒直径mmΦ55套筒行程mm120尾座套筒锥孔MT4刀架刀位数4刀方尺寸mm20X