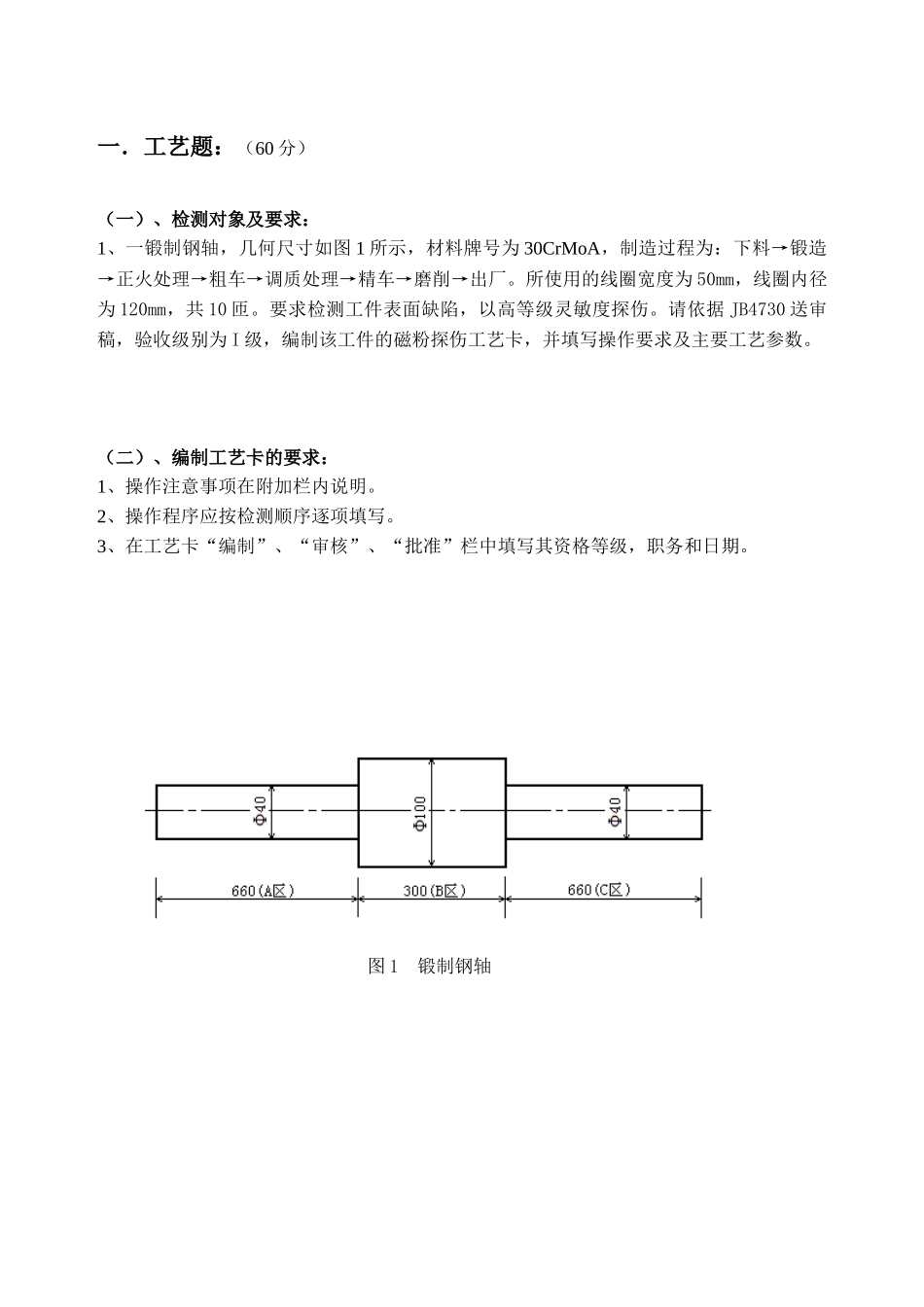
一.工艺题:(60分)(一)、检测对象及要求:1、一锻制钢轴,几何尺寸如图1所示,材料牌号为30CrMoA,制造过程为:下料→锻造→正火处理→粗车→调质处理→精车→磨削→出厂
所使用的线圈宽度为50mm,线圈内径为120mm,共10匝
要求检测工件表面缺陷,以高等级灵敏度探伤
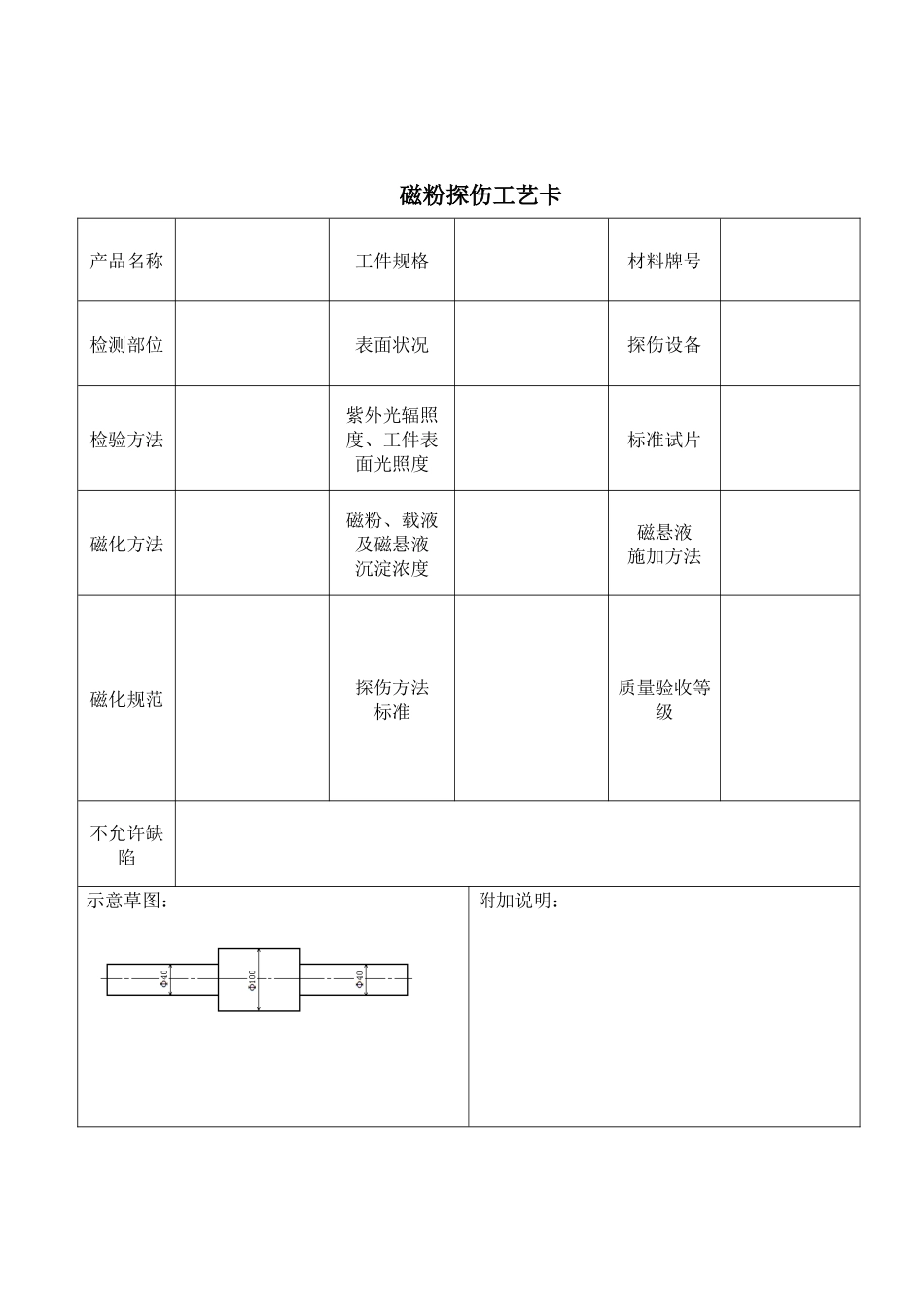
请依据JB4730送审稿,验收级别为I级,编制该工件的磁粉探伤工艺卡,并填写操作要求及主要工艺参数
(二)、编制工艺卡的要求:1、操作注意事项在附加栏内说明
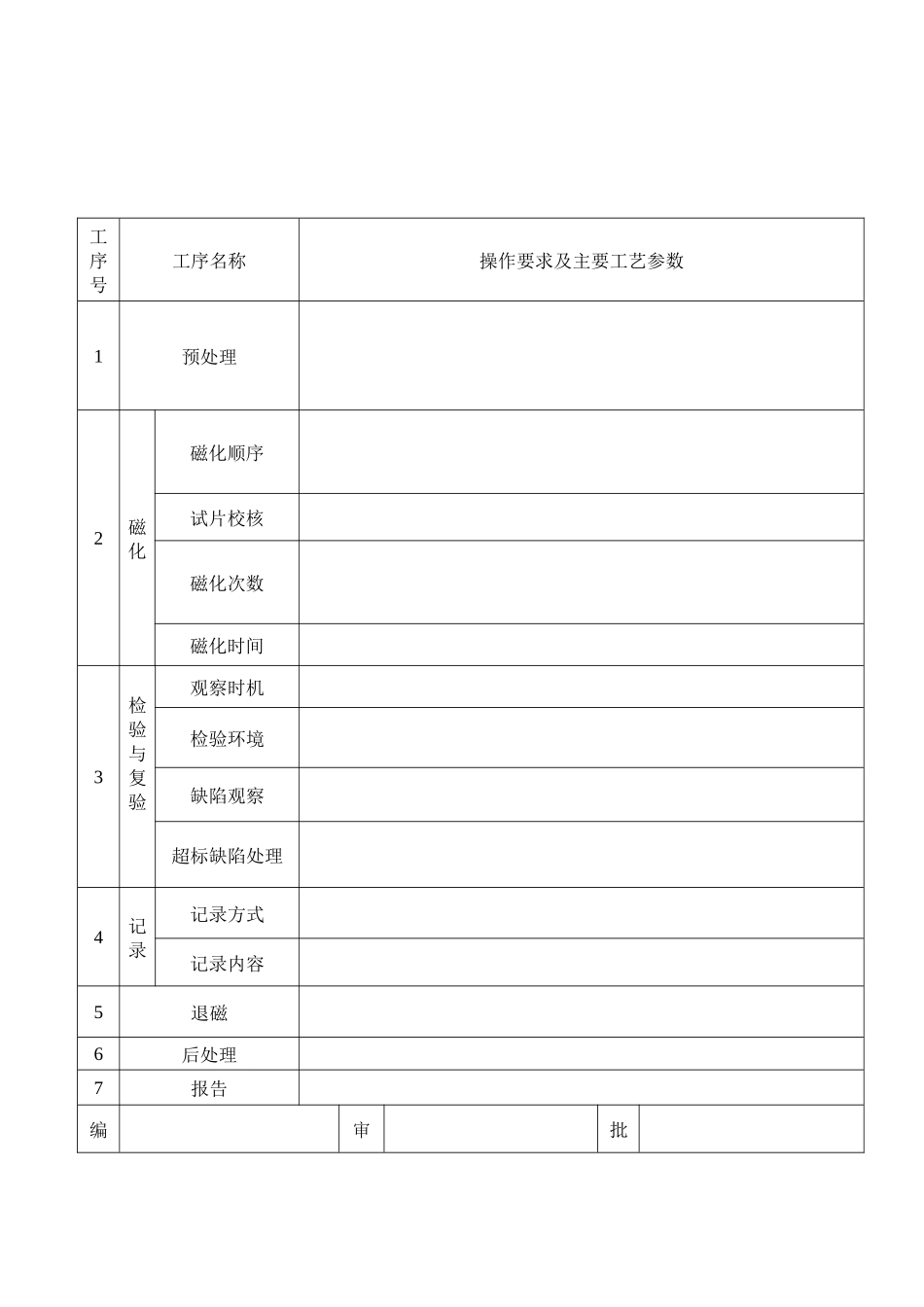
2、操作程序应按检测顺序逐项填写
3、在工艺卡“编制”、“审核”、“批准”栏中填写其资格等级,职务和日期
图1锻制钢轴磁粉探伤工艺卡产品名称工件规格材料牌号检测部位表面状况探伤设备检验方法紫外光辐照度、工件表面光照度标准试片磁化方法磁粉、载液及磁悬液沉淀浓度磁悬液施加方法磁化规范探伤方法标准质量验收等级不允许缺陷示意草图:附加说明:工序号工序名称操作要求及主要工艺参数1预处理2磁化磁化顺序试片校核磁化次数磁化时间3检验与复验观察时机检验环境缺陷观察超标缺陷处理4记录记录方式记录内容5退磁6后处理7报告编审批制核准年月日年月日年月日二.综合题(40分)某炼油厂一台在用航煤加氢反应器(见图2),容器技术参数如下:设计压力8
8MPa,设计温度340℃,介质为油气、氢气,规格Φ2600×93×15692mm;材质:大小头1和法兰1为奥氏体不锈钢锻件,人孔螺栓为35CrMoA,其余受压元件材质均为2
25Cr1Mo;B1焊缝采用奥氏体不锈钢焊条焊接
2004年4月对其进行首次内外部检验,按检验工艺要求对容器所有焊缝和人孔螺栓进行表面检测(注:2
25Cr1Mo为珠光体耐热钢,σb值范围440∽590MPa,其可焊性较差,具有热裂纹、冷裂纹、再热裂纹及回火脆化倾向)
人孔螺栓M30×360接管Φ219×16接管Φ219×16接管Φ219×16接管Φ325×