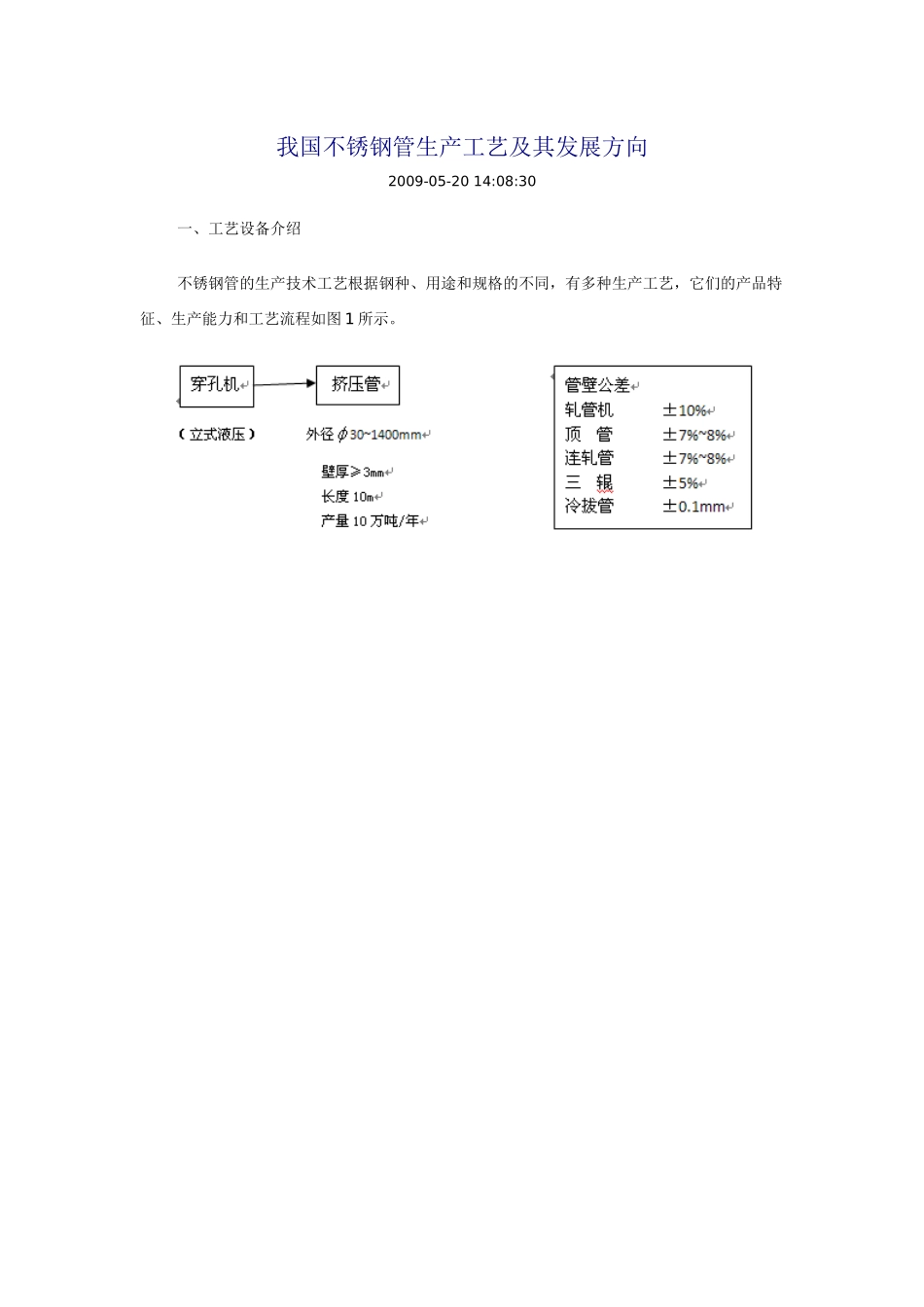
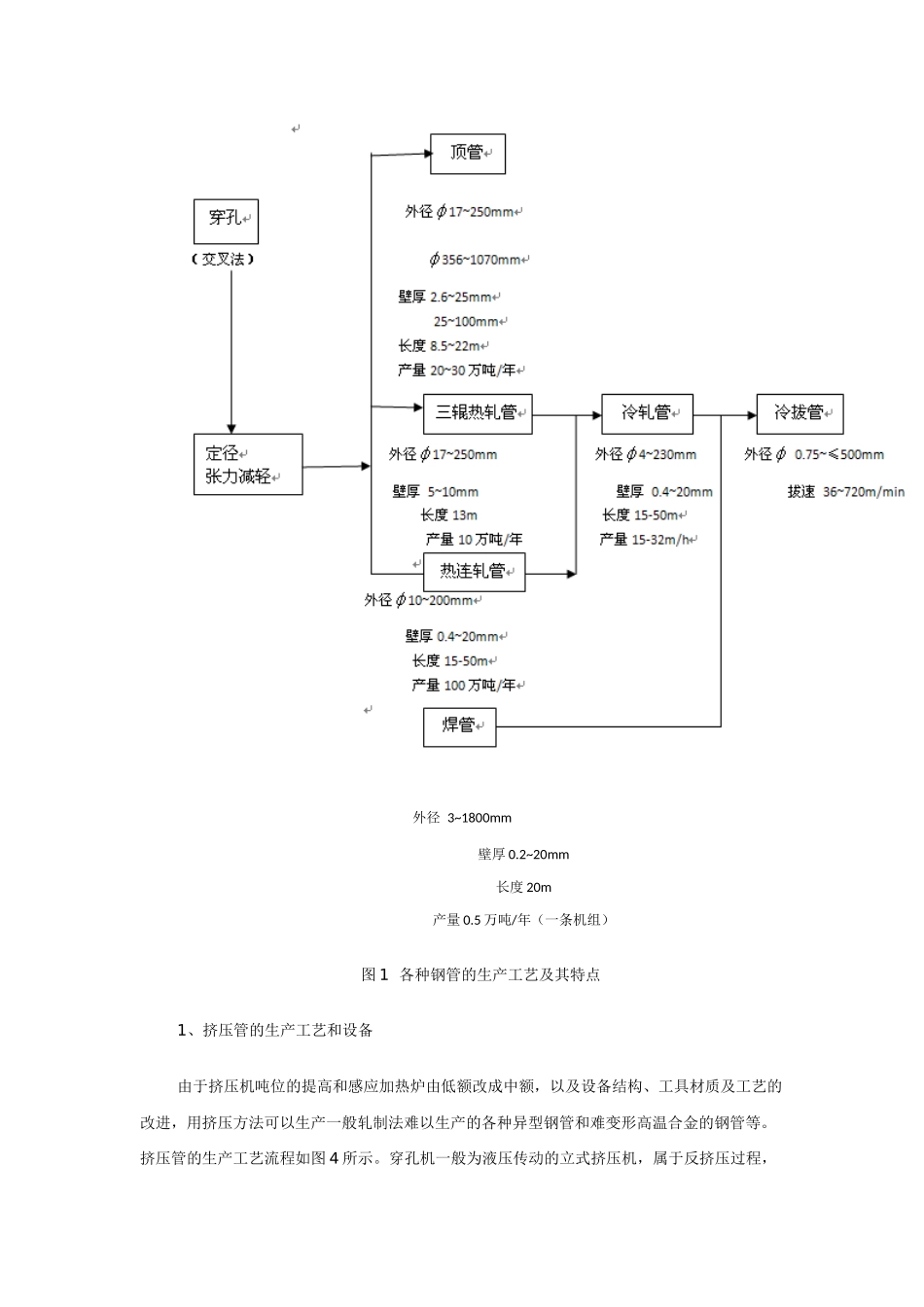
我国不锈钢管生产工艺及其发展方向2009-05-2014:08:30一、工艺设备介绍不锈钢管的生产技术工艺根据钢种、用途和规格的不同,有多种生产工艺,它们的产品特征、生产能力和工艺流程如图1所示
外径3~1800mm壁厚0
2~20mm长度20m产量0
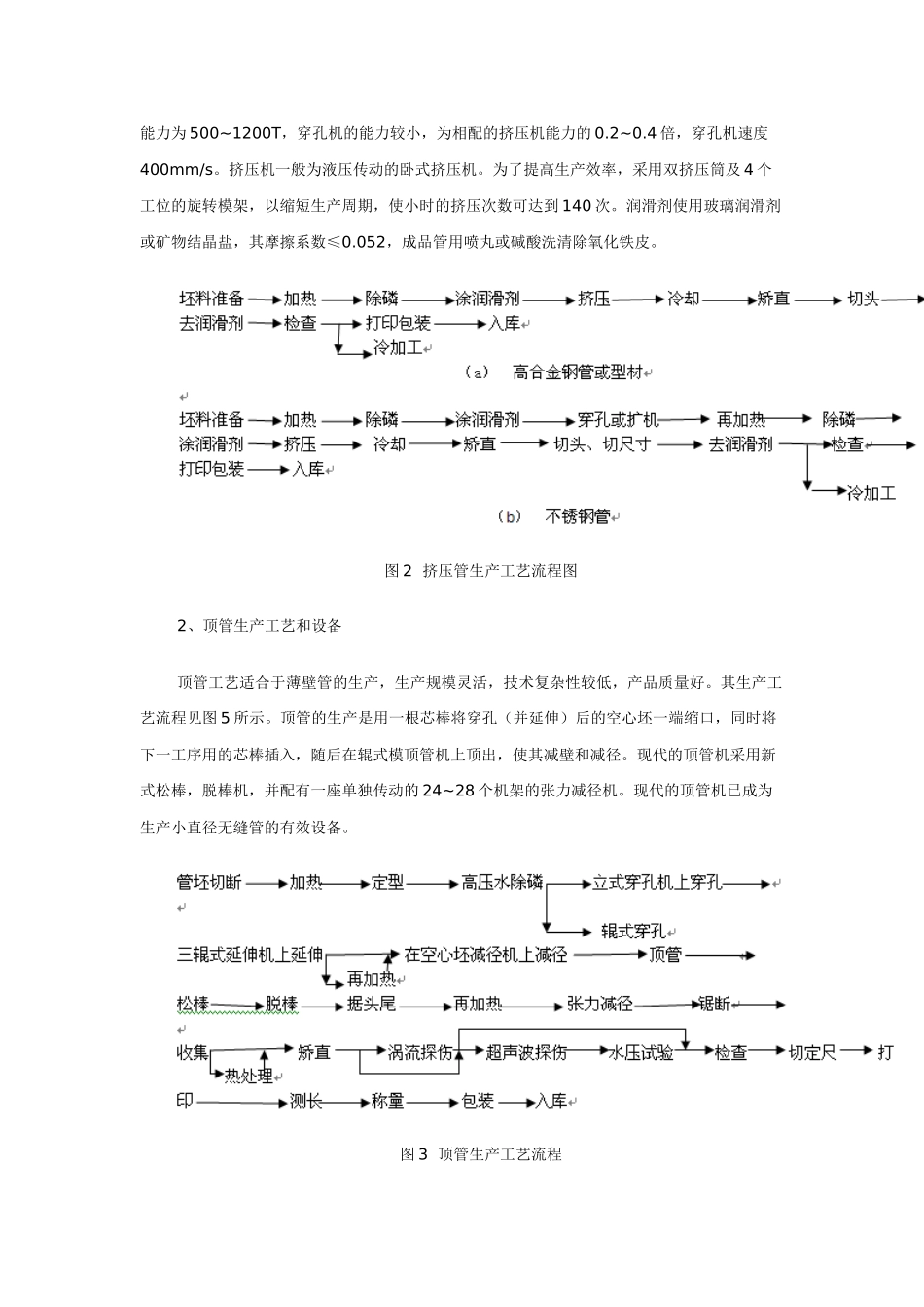
5万吨/年(一条机组)图1各种钢管的生产工艺及其特点1、挤压管的生产工艺和设备由于挤压机吨位的提高和感应加热炉由低额改成中额,以及设备结构、工具材质及工艺的改进,用挤压方法可以生产一般轧制法难以生产的各种异型钢管和难变形高温合金的钢管等
挤压管的生产工艺流程如图4所示
穿孔机一般为液压传动的立式挤压机,属于反挤压过程,能力为500~1200T,穿孔机的能力较小,为相配的挤压机能力的0
4倍,穿孔机速度400mm/s
挤压机一般为液压传动的卧式挤压机
为了提高生产效率,采用双挤压筒及4个工位的旋转模架,以缩短生产周期,使小时的挤压次数可达到140次
润滑剂使用玻璃润滑剂或矿物结晶盐,其摩擦系数≤0
052,成品管用喷丸或碱酸洗清除氧化铁皮
图2挤压管生产工艺流程图2、顶管生产工艺和设备顶管工艺适合于薄壁管的生产,生产规模灵活,技术复杂性较低,产品质量好
其生产工艺流程见图5所示
顶管的生产是用一根芯棒将穿孔(并延伸)后的空心坯一端缩口,同时将下一工序用的芯棒插入,随后在辊式模顶管机上顶出,使其减壁和减径
现代的顶管机采用新式松棒,脱棒机,并配有一座单独传动的24~28个机架的张力减径机
现代的顶管机已成为生产小直径无缝管的有效设备
图3顶管生产工艺流程3、三辊轧管工艺和设备三辊轧管工艺是把穿孔后的荒管在三个呈120°配置的轧辊和一根长芯棒之间进行旋转前进碾轧的,所以可以生产尺寸精度高、灵活性高等特点
适合小批量多品种的钢管生产
主要用于生产厚壁钢管
产品的外径与壁厚比可在4~18的范围
生产工艺过程包括管坯准备、加热、