再生装置蒸馏法巧解生产污水难题熊永亮戴照辉何睿中海石油(中国)有限公司天津分公司辽东作业区摘要:本文通过对再生装置处理生产污水的可行性及实用性进行了论证,现场提出并实践了再生装置蒸馏法处理生产污水,为油气处理设施生产污水的处理方式增加了一种有益的选择方式
Abstract:关键词:双通道、生产污水、乙二醇、重沸器、海洋石油、再生装置
Keywords:锦州20-2气矿是我国海上第一个自营开发的凝析油气田
一、二期工程包括一座中心平台、一座有人井口平台、两座无人驻守平台
中心平台兼具油气生产、处理、集输功能各井口平台产出流体经该中心平台处理后,处理后的油、气、水通过12"海底管线混输到终端处理厂进行再处理,富含乙二醇的生产污水通过乙二醇再生系统对乙二醇进行回收,循环再利用
在凝析气田生产、处理、集输过程中极易产生水化物,为避免水化物的生成对气矿安全生产造成影响,锦州20-2气矿在生产过程中采用了向流程中易产生水化物部位注入乙二醇的方法来防止水化物的生成
一、乙二醇再生系统工作原理及工作流程:乙二醇再生装置是利用乙二醇和水的沸点差对溶解在水中的乙二醇进行蒸发提弄,达到回收乙二醇以循环使用的目的
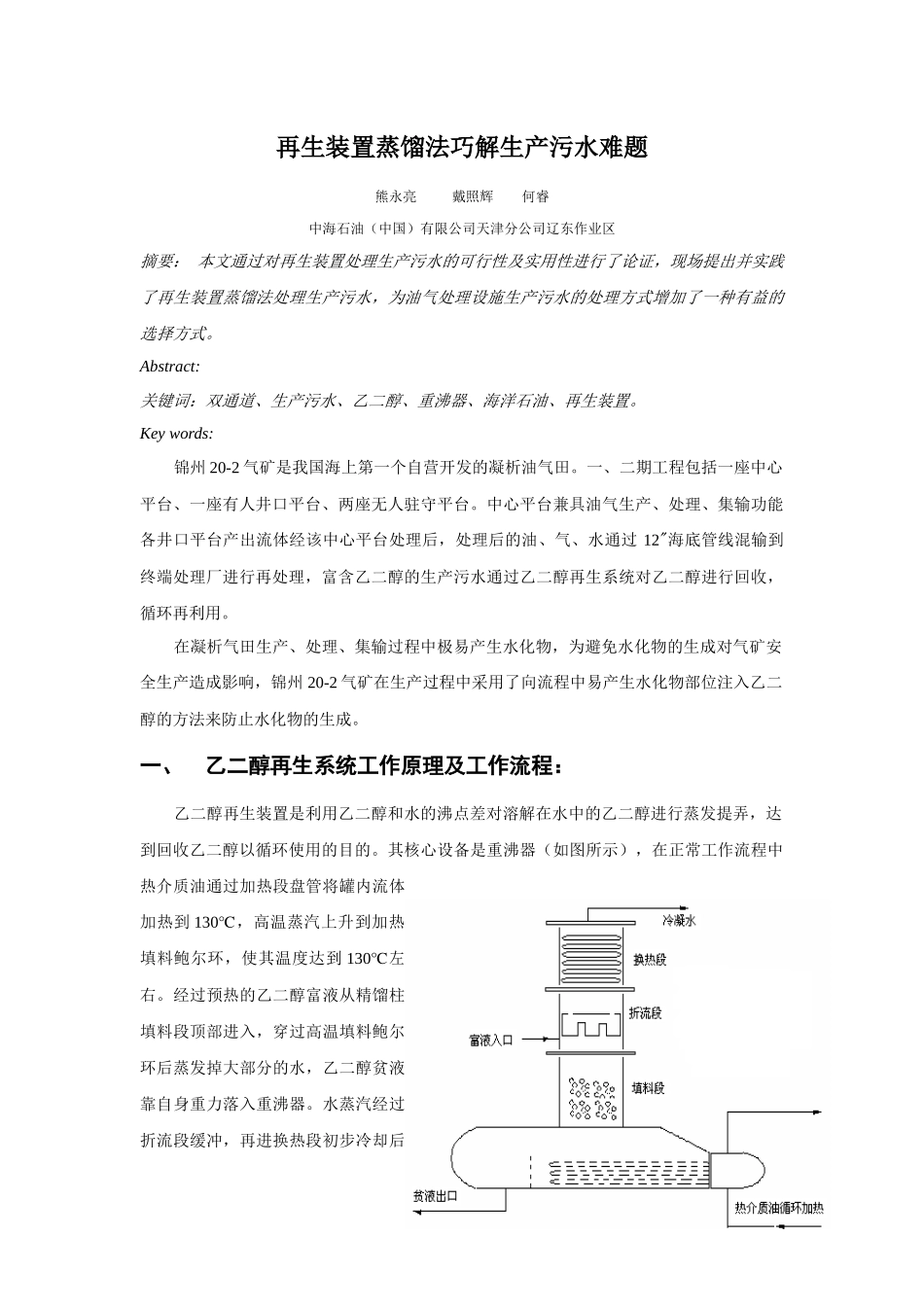
其核心设备是重沸器(如图所示),在正常工作流程中热介质油通过加热段盘管将罐内流体加热到130℃,高温蒸汽上升到加热填料鲍尔环,使其温度达到130℃左右
经过预热的乙二醇富液从精馏柱填料段顶部进入,穿过高温填料鲍尔环后蒸发掉大部分的水,乙二醇贫液靠自身重力落入重沸器
水蒸汽经过折流段缓冲,再进换热段初步冷却后经顶部进入冷凝器冷却到常温后排出,到达乙二醇提浓回收的目的
二、面临的问题:随着锦州20-2气矿各气井开采逐步进入中后期,各气井含水逐年上升,气矿安全生产面临极大的困难,主要为目前气矿各气井总产水量达到50方/日,超过了一套乙二醇回收装置的额定处理能力(35方/日),使回收的乙二醇达不