一、塑件成型工艺性分析1、塑件的分析(1)外形尺寸该塑件壁厚为3mm,塑件外形尺寸不大,塑件熔体流程不太长,适合于注射成型
(2)精度等级每个尺寸的公差都不一样,有的属于一般精度,有的属于高精度,就按实际公差进行计算
(3)脱模斜度ABS属无定形塑料,成型收缩率较小,选择该塑件上型芯和凹模的统一脱模斜度为1度
2、ABS的性能分析(1)使用性能综合性能好,冲击强度、力学强度较高,尺寸稳定,耐化学性,电气性能好;易于成型和机械加工,其表面可镀铬,适合制作一般机械零件、减摩零件、传动零件和结构零件
(2)成型性能1)无定型塑料
其品种很多,各品种的机电性能及成型特性也各有差异,应按品种来确定成型方法及成型条件
2)吸湿性强
含水量应小于0
3%(质量)
必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥
3)流动性中等
04mm左右
4)模具设计时要注意浇注系统,选择好进料口位置、形式
推出力过大或机械加工时塑件表面呈白色痕迹
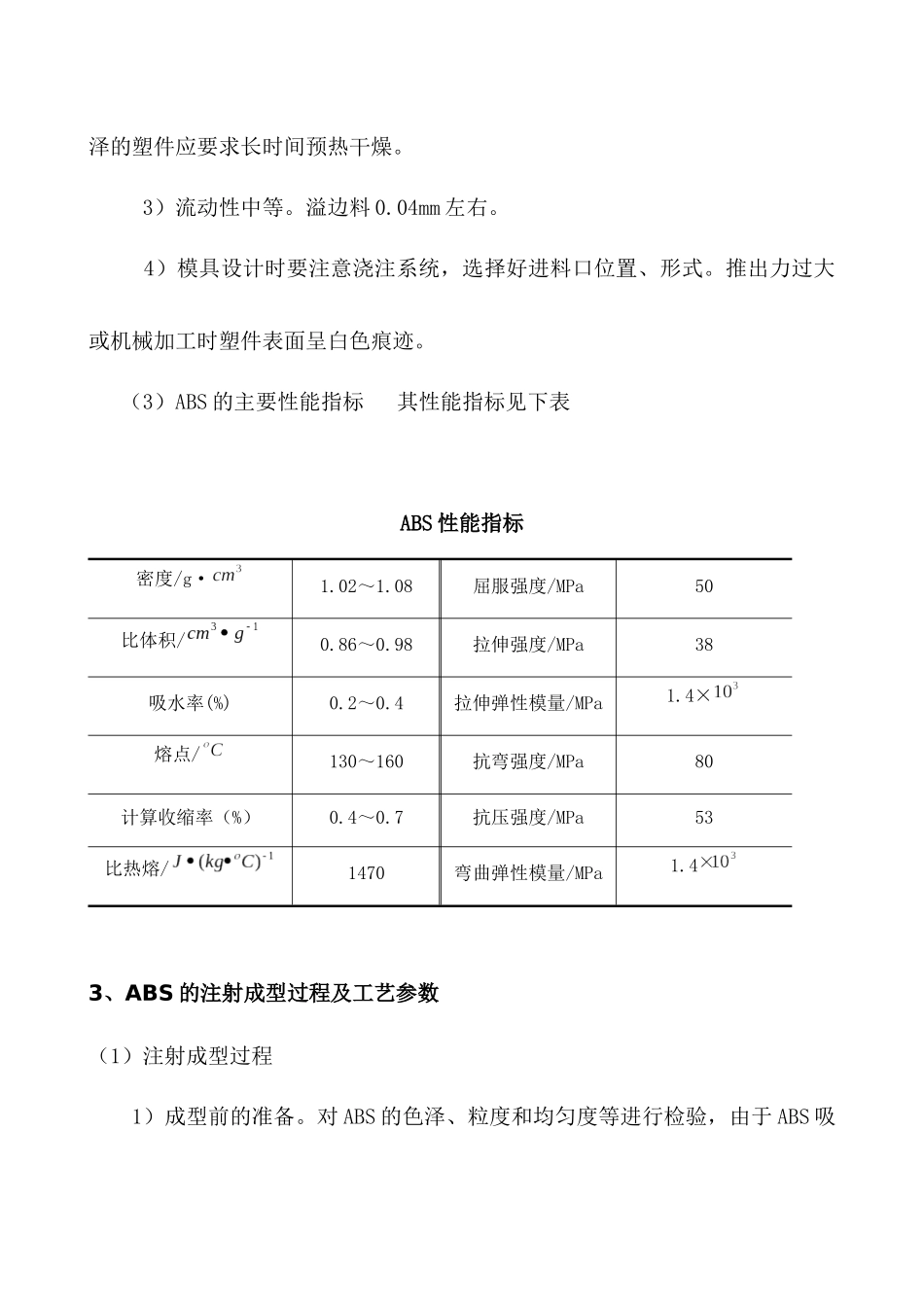
(3)ABS的主要性能指标其性能指标见下表ABS性能指标密度/g·1
08屈服强度/MPa50比体积/0
98拉伸强度/MPa38吸水率(%)0
4拉伸弹性模量/MPa1
4×熔点/130~160抗弯强度/MPa80计算收缩率(%)0
7抗压强度/MPa53比热熔/1470弯曲弹性模量/MPa1
43、ABS的注射成型过程及工艺参数(1)注射成型过程1)成型前的准备
对ABS的色泽、粒度和均匀度等进行检验,由于ABS吸水性较大,成型前应进行充分的干燥
2)注射过程
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段
3)塑件的后处理
的介质为空气和水,处理温度为60~75,理时间为16~20s
(2)注射工艺参数1)注射机:螺