流水线生产正常更换品种1适用范围本流程适用于流水线更换品种的管理
2控制目标2
1确保流水线更换品种按照正确的步骤进行,不会影响正常生产
2确保流水线更换品种不会造成现场物料摆放的混乱
3确保操作工人及时了解所生产的产品的品种和型号
3主要控制点3
1流水线副班长确认上一品种的剩余料件都退回仓库
2流水线副班长确认下一品种的料件品种、型号与即将生产的产品吻合
3巡检员检查料件、标签和工艺参数与产品的要求一致
4巡检员检查首件产品,如果合格可以继续生产,不合格则进入生产异常处理流程
4特定规范4
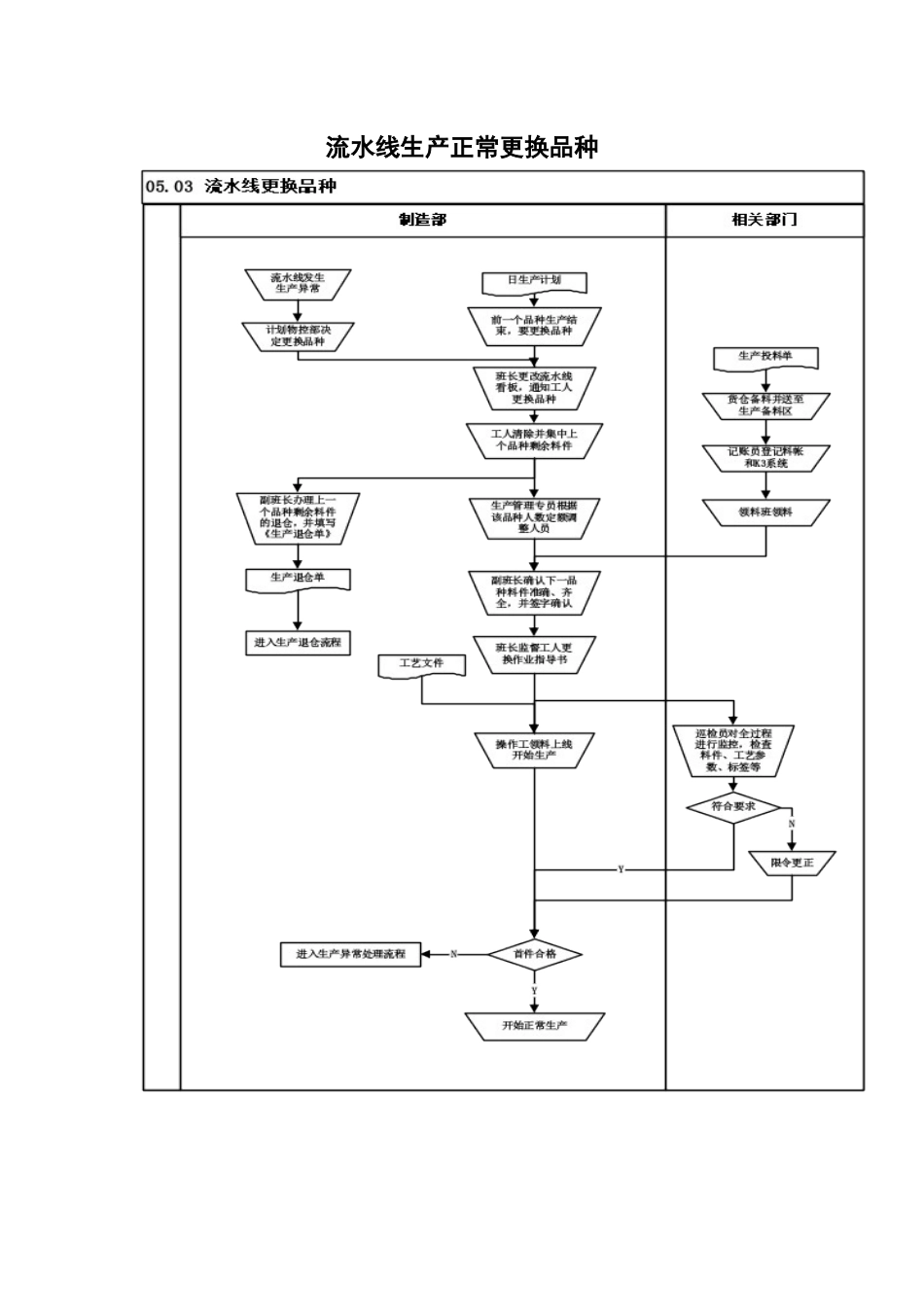
1现场管理规范5流程说明步骤步骤说明涉及部门\岗位1流水线上一个品种完成生产,根据《日生产计划》要更换品种
制造部/流水线2流水线发生生产异常,根据计划物控部要求,更换品种制造部/流水线3流水线班长更改流水线看板,通知工人更换生产品种,确保工人清楚下一个产品品种和型号以及所用到的料件
流水线班长4流水线工人清除工作地上前一个品种剩余的料件,并集中到指定地点以便于退仓
操作工人5生产管理专员根据《定额表》上该品种的人数定额调整相关人员,保证流水线上人数符合人数定额的要求
流水线班长步骤步骤说明涉及部门\岗位6流水线副班长办理退仓手续,将上一个品种的剩余料件退回仓库
保证不与下一品种的料件混杂
并填写《生产退仓单》
流水线副班长7库管员根据《生产投料单》备料,确保流水线及时得到生产用料
计划物控部/库管员8记账员登记料帐和K3系统,确保物料信息在系统上得到准确、及时的反映
计划物控部/记账员9领料班将备好的物料按期按批及时送到流水线上,确保不影响流水线的正常生产
计划物控部/送料班10副班长核对下一品种的料件,确保料件数量和型号准确
流水线副班长11班长监督流水线工人及时更换作业指导书,使产品的要求与作业指导书一致,减少装配操作不规范引起的合格率下降
流水线班长12操