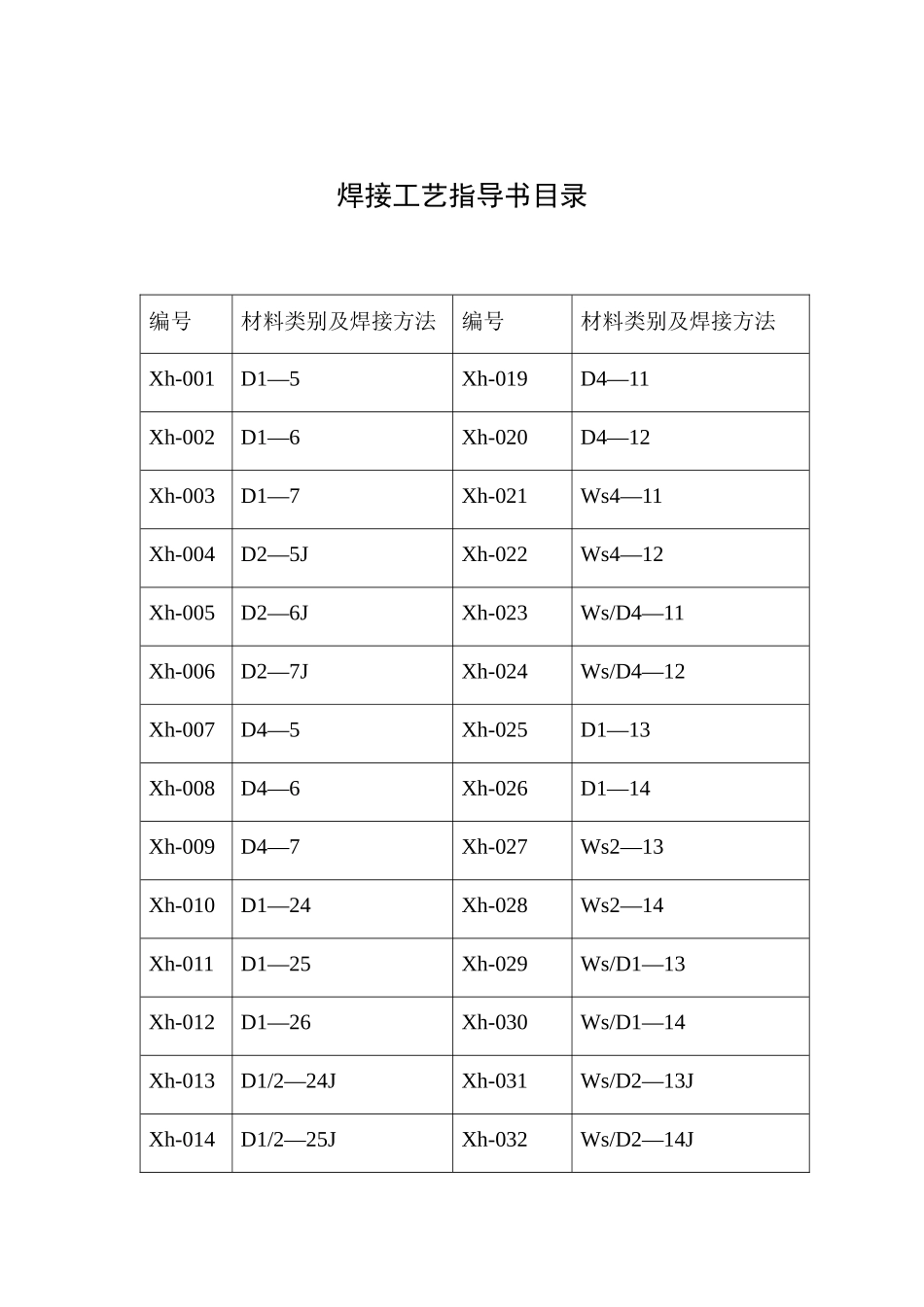
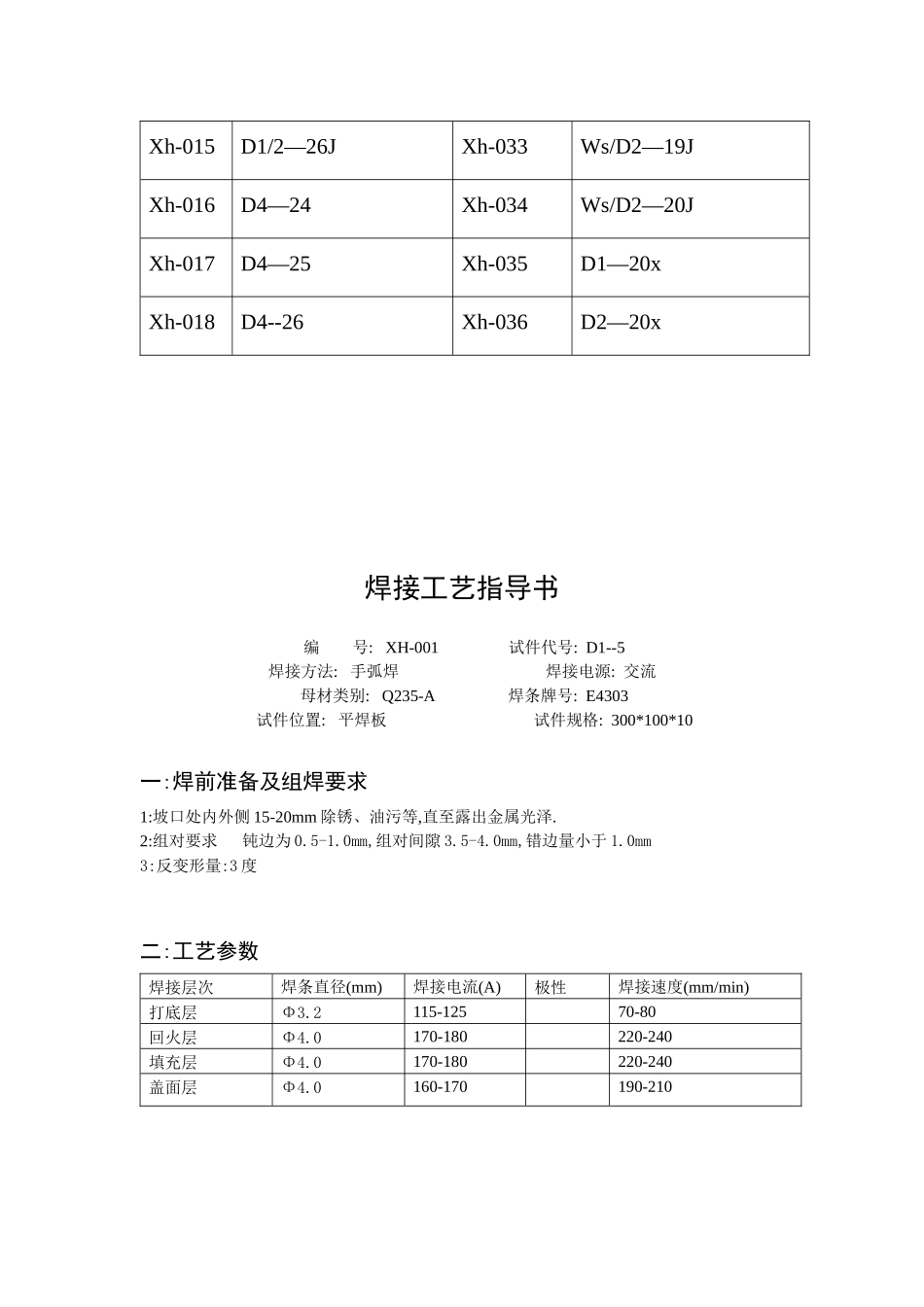
焊接工艺指导书目录编号材料类别及焊接方法编号材料类别及焊接方法Xh-001D1—5Xh-019D4—11Xh-002D1—6Xh-020D4—12Xh-003D1—7Xh-021Ws4—11Xh-004D2—5JXh-022Ws4—12Xh-005D2—6JXh-023Ws/D4—11Xh-006D2—7JXh-024Ws/D4—12Xh-007D4—5Xh-025D1—13Xh-008D4—6Xh-026D1—14Xh-009D4—7Xh-027Ws2—13Xh-010D1—24Xh-028Ws2—14Xh-011D1—25Xh-029Ws/D1—13Xh-012D1—26Xh-030Ws/D1—14Xh-013D1/2—24JXh-031Ws/D2—13JXh-014D1/2—25JXh-032Ws/D2—14JXh-015D1/2—26JXh-033Ws/D2—19JXh-016D4—24Xh-034Ws/D2—20JXh-017D4—25Xh-035D1—20xXh-018D4--26Xh-036D2—20x焊接工艺指导书编号:XH-001试件代号:D1--5焊接方法:手弧焊焊接电源:交流母材类别:Q235-A焊条牌号:E4303试件位置:平焊板试件规格:300*100*10一:焊前准备及组焊要求1:坡口处内外侧15-20mm除锈、油污等,直至露出金属光泽
2:组对要求钝边为0
0mm,组对间隙3
0mm,错边量小于1
0mm3:反变形量:3度二:工艺参数焊接层次焊条直径(mm)焊接电流(A)极性焊接速度(mm/min)打底层Φ3
2115-12570-80回火层Φ4
0170-180220-240填充层Φ4
0170-180220-240盖面层Φ4
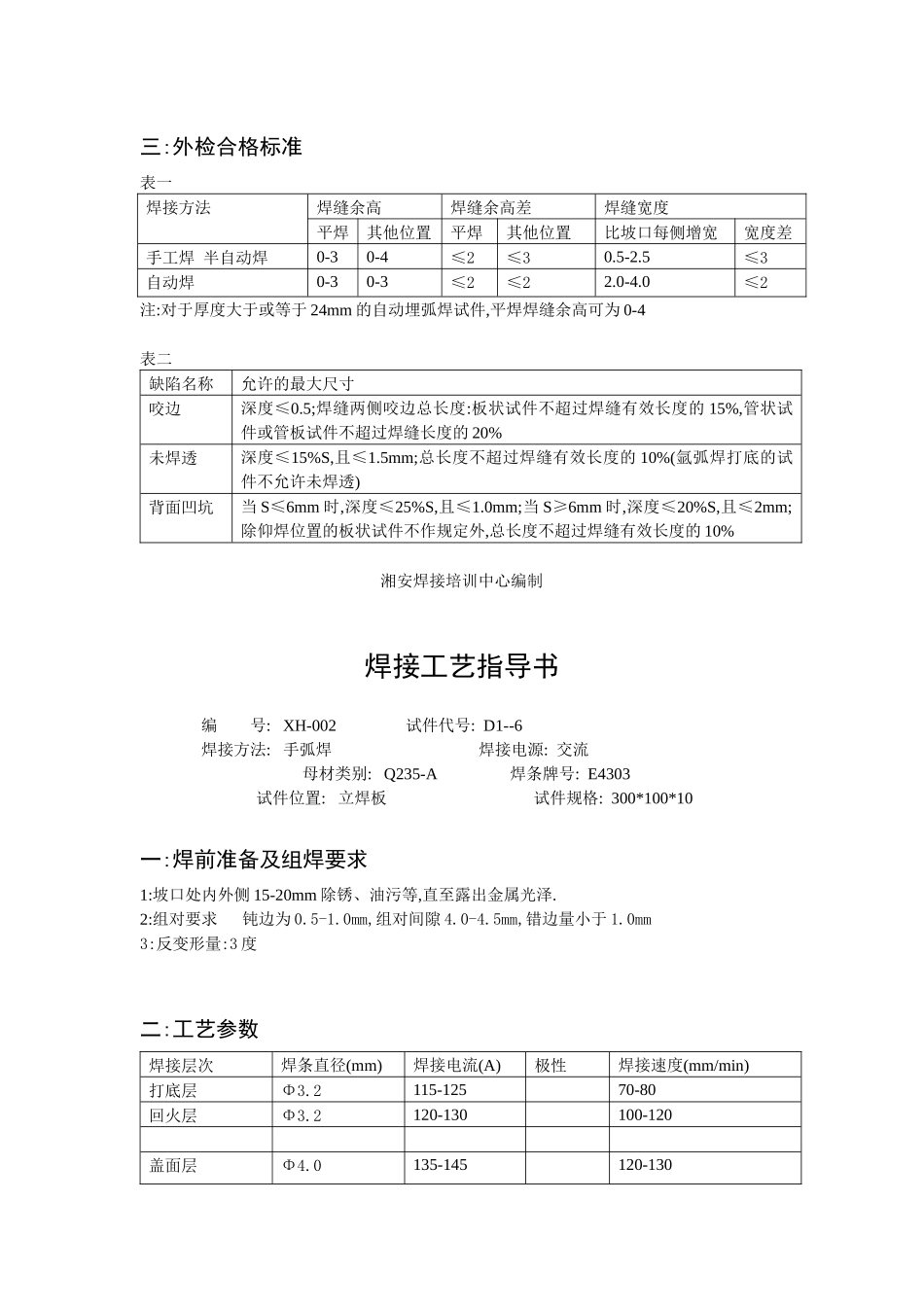
0160-170190-210三:外检合格标准表一焊接方法焊缝余高焊缝余高差焊缝宽度平焊其他位置平焊