使用工艺指导(仅适用一般工艺情况)SE84LV低温固化环氧树脂预浸料体系以该树脂体系为基础可设计多种产品高力学强度的预浸料树脂体系,在室温下亦可长时保存80°C下即可固化成型,低固化温度更胜同类产品更适用于真空袋加工工艺出色的表面粘性,为生产及铺层工艺创造便利工作温度下的低粘度增强了与纤维的复合能力,更适用于复合高重量增强纤维材料产品简介SE84LV树脂体系是具有多样化产品品种的热熔环氧树脂体系.在80°C的相对低温即可固化成型,如提高固化温度至120°C,可实现快速成型.同时它的8周的常温(18-22°C)储存时间,也是同类产品所不能比拟的.SE84LV体系加入了增韧成分,同时它与多种增强纤维有着的出色的复合力学性能.SE84LV更适用于真空袋加工固化工艺,同时它也适用于模压、热压等多种工艺.SE84LV是低粘度树脂体系,可用于低流动性工艺条件,特别适用于高重量增强纤维的复合.其出色的力学性能使得它广泛应用于大体积高载荷部件和承受高应力的场合,例如:风电叶片的主芯轴(spar)及游艇船壳(yachthull)等.SE84LV可与多种芯材(如:蜂窝芯材honeycomb,发泡材料foam,木质芯材balsacores)层压组合成力学性能优异的三明治复合板结构,并主要使用韧性胶膜SA80来提高三明治复合板的力学性能
准备工作根据不同预浸料卷的型号,材料在铺层之前需要在常温下搁置一定的时间(6~24小时不等)此种预暖方法有助于防止在揭开保护膜后湿气在材料表面的结露现象.请注意
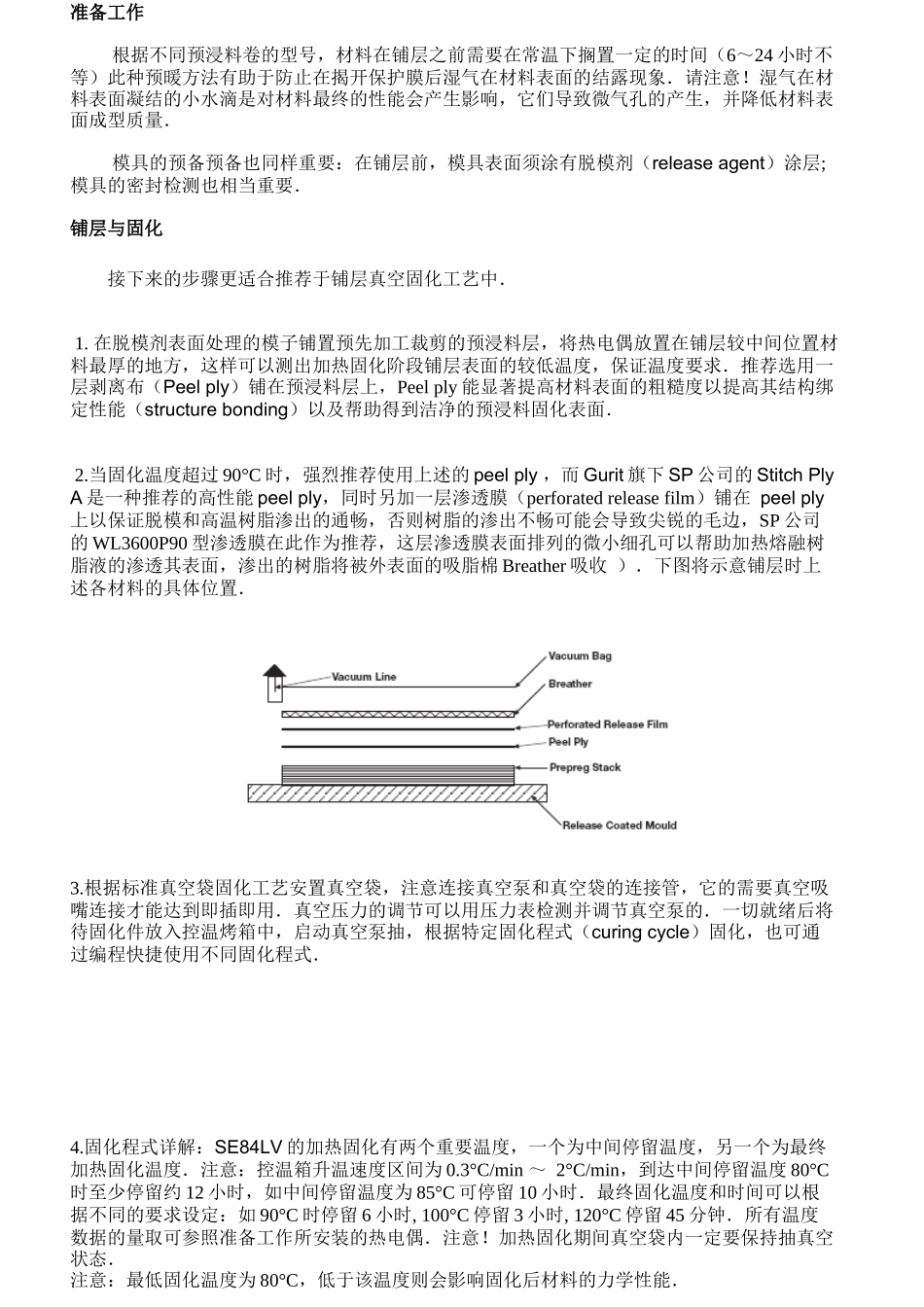
湿气在材料表面凝结的小水滴是对材料最终的性能会产生影响,它们导致微气孔的产生,并降低材料表面成型质量.模具的预备预备也同样重要:在铺层前,模具表面须涂有脱模剂(releaseagent)涂层;模具的密封检测也相当重要.铺层与固化接下来的步骤更适合推荐于铺层真空固化工艺中.1
在脱模剂表面处