焊接工艺评定任务书任务书编号:HP-25任务来源焊接工艺申请单编号产品名称/产品令号/部(组)件名称/部(组)件图号/零件名称集箱焊接方法GTAW被评接头母材钢号母材类组别规格接头型式12Cr2MoWVTiBⅣФ38*5
512Cr1MoVGⅢФ38*5
5母材机械性能钢号试件规格屈服强度(MPa)抗拉强度(MPa)冲击功(AkvJ)延伸率(%)收缩率(%)冷弯角D=3S标准产品试件12Cr2MoWVTiBФ38*5
5345540-73518/GB531012Cr1MoVGФ38*5
5255470-64021/GB5310评定标准:《蒸汽锅炉安全技术监察规程》附录I;JB1613-1993;JB1614-1993试件无损检查项目:√外观□MT□PT√RT□UT试件理化性能试验项目项目拉伸弯曲冲击金相硬度化学分析接头全焊缝面弯背弯侧弯宏观微观试样数量1/22//1///补充试验项目(不作参考)性能试验合格标准(按试件母材):1VE:按JB1613-1993《锅炉受压元件焊接技术条件》第9
4条;2RT:按GB3323-87《钢熔化焊对接接头焊缝射线照相和质量分级》照相质量≥AB级焊缝质量Ⅱ级;3拉伸:按JB1614-1993《锅炉受压元件焊接接头力学性能试验方法》第4
3条;4弯曲:按JB1614-1993《锅炉受压元件焊接接头力学性能试验方法》第7
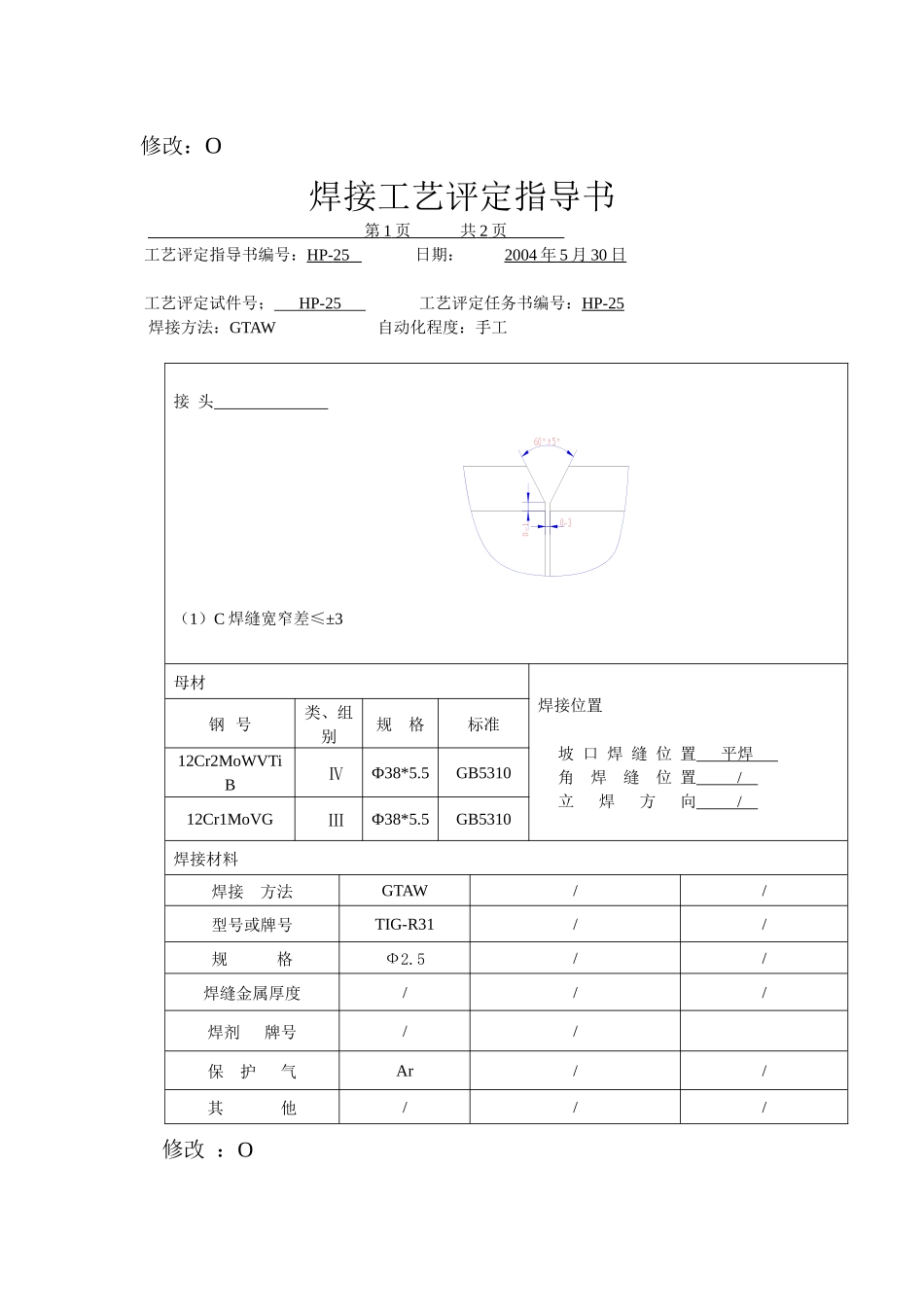
3条;5金相:按JB/T2636《锅炉受压元件焊接金相和断口检验方法》要求完成日期:制订日期校对日期修改:O焊接工艺评定指导书第1页共2页工艺评定指导书编号:HP-25日期:2004年5月30日工艺评定试件号;HP-25工艺评定任务书编号:HP-25焊接方法:GTAW自动化程度:手工接头(1)C焊缝宽窄差≤±3母材焊接位置坡口焊缝位置平焊角焊缝位置/立焊方向/钢号类、组别规格标准12Cr2MoWVTiBⅣФ38*5