夹套管预制、安装工艺标准QDICC/QB122-20021、适用范围本工艺标准适用于工业与民用建筑安装工程中的夹套管预制安装工程
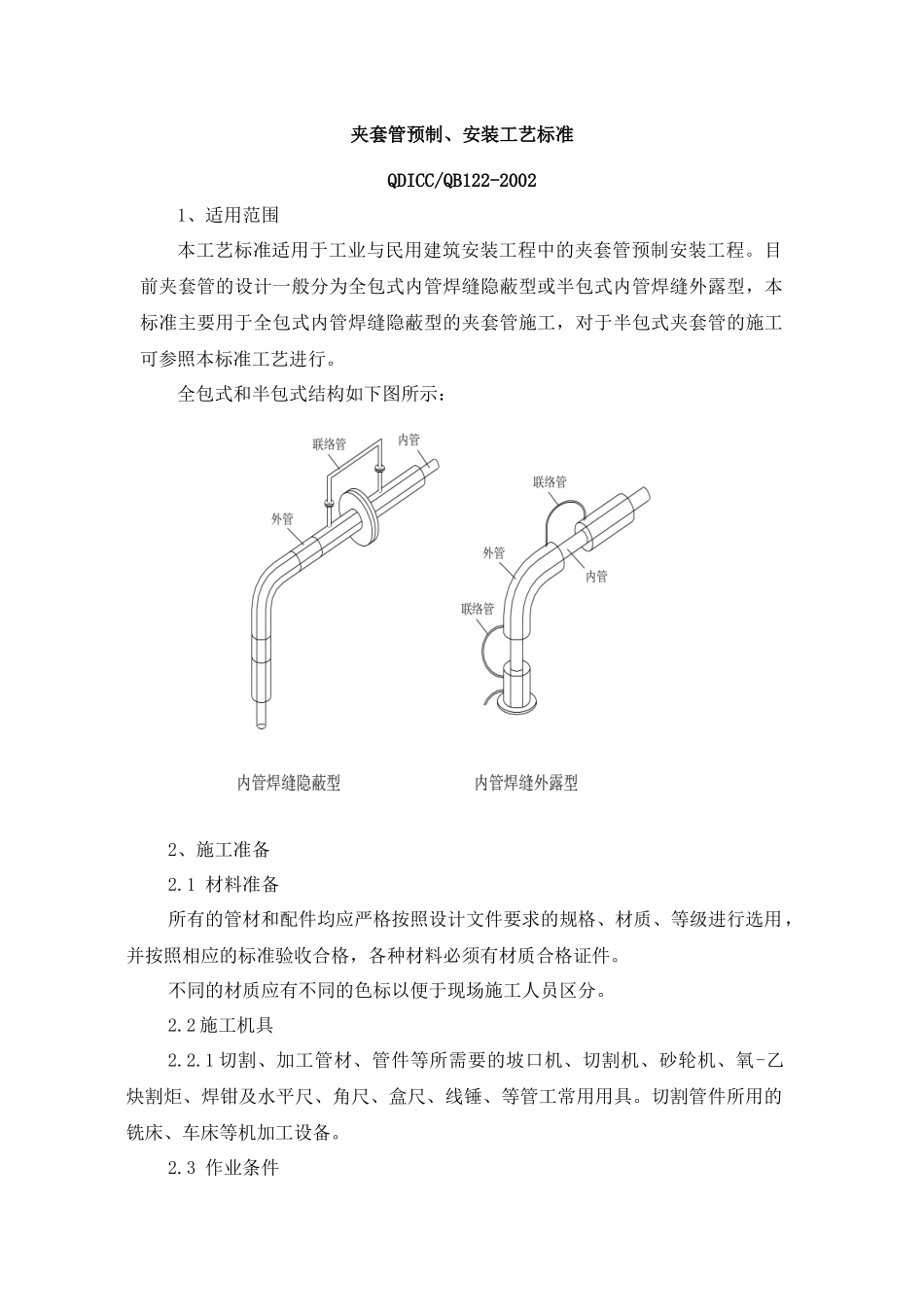
目前夹套管的设计一般分为全包式内管焊缝隐蔽型或半包式内管焊缝外露型,本标准主要用于全包式内管焊缝隐蔽型的夹套管施工,对于半包式夹套管的施工可参照本标准工艺进行
全包式和半包式结构如下图所示:2、施工准备2
1材料准备所有的管材和配件均应严格按照设计文件要求的规格、材质、等级进行选用,并按照相应的标准验收合格,各种材料必须有材质合格证件
不同的材质应有不同的色标以便于现场施工人员区分
2施工机具2
1切割、加工管材、管件等所需要的坡口机、切割机、砂轮机、氧-乙炔割炬、焊钳及水平尺、角尺、盒尺、线锤、等管工常用用具
切割管件所用的铣床、车床等机加工设备
3作业条件2
1管线预制区域已搭设组对焊接用的钢平台且施工环境清洁卫生
2安装现场作业区的土建工程已结束,地面竖向工程已施工完毕
3与管道相连的设备已安装找正结束,设备基础灌浆已达到强度要求
4已对施工人员进行技术交底,强调技术措施的重点部位,重点控制的施工程序以及成品保护的要求
5焊缝的无损检验标准执行设计给出的规范或选用的相关标准
4施工前的技术准备工作2
1施工技术人员应仔细审核图纸要求的材料,并制定详细的内管安装程序和外管的切割安装程序,使外管的焊缝减少到最少程度
3、操作工艺3
1施工程序内管下料→内管上定位块、隔液环的焊接→外管下料→外管在内管上套接安装→内管预制段组对→内管焊接→内管无损检验→内管预制段安装、组对→内管焊口焊接→内管固定焊口无损检验→内管冲洗和水压试验→外管组对→外管焊接→外管无损检验→外管联络管安装→外管联络管无损检验→外管吹洗和水压试验→外管吹扫→验收交工3
2审核图纸:首先按照设计图纸的要求,仔细核对设计材料和