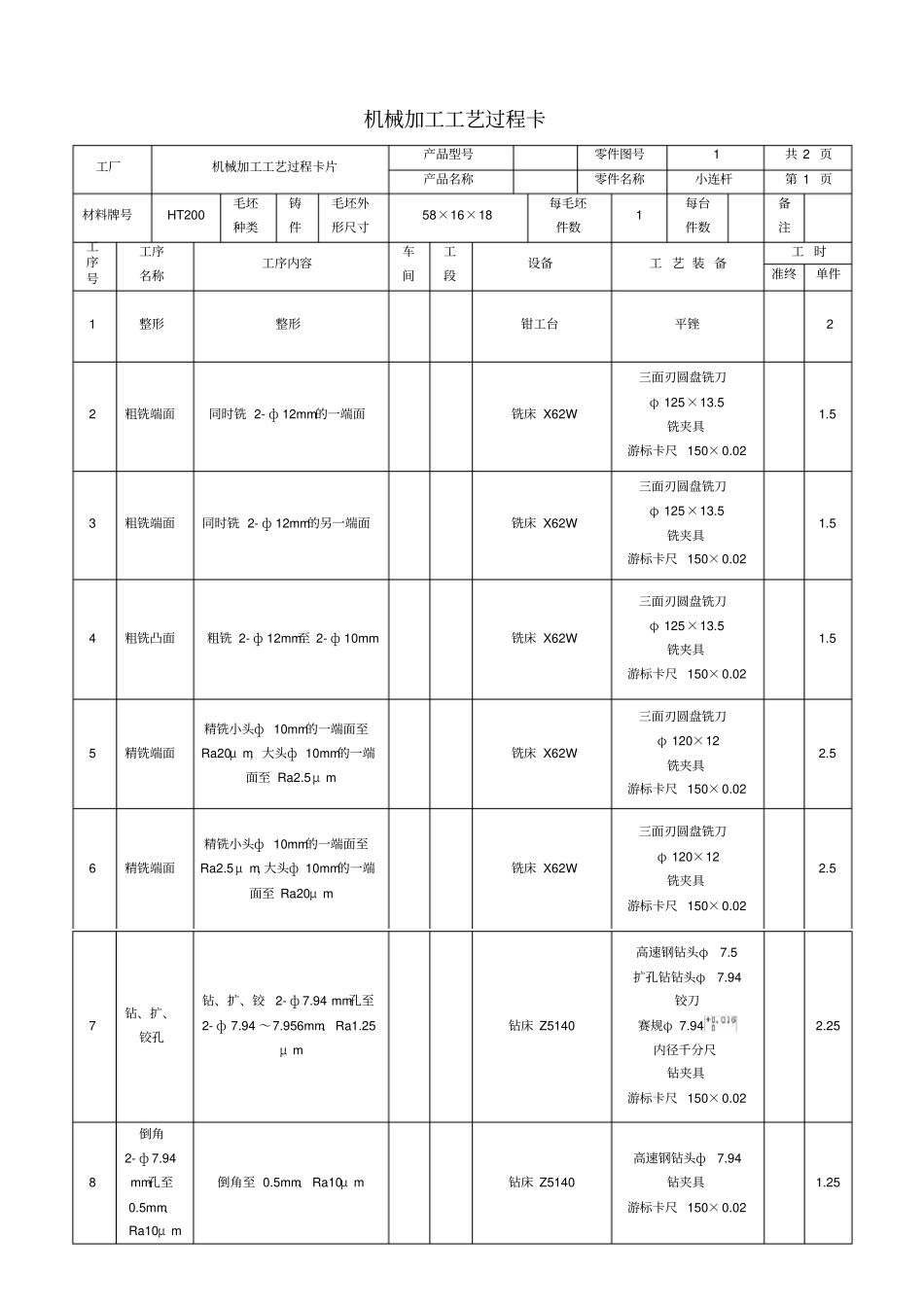
机械加工工艺过程卡工厂机械加工工艺过程卡片产品型号零件图号1共2页产品名称零件名称小连杆第1页材料牌号HT200毛坯种类铸件毛坯外形尺寸58×16×18每毛坯件数1每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1整形整形钳工台平锉22粗铣端面同时铣2-ф12mm的一端面铣床X62W三面刃圆盘铣刀φ125×13
5铣夹具游标卡尺150×0
53粗铣端面同时铣2-ф12mm的另一端面铣床X62W三面刃圆盘铣刀φ125×13
5铣夹具游标卡尺150×0
54粗铣凸面粗铣2-ф12mm至2-ф10mm铣床X62W三面刃圆盘铣刀φ125×13
5铣夹具游标卡尺150×0
55精铣端面精铣小头ф10mm的一端面至Ra20μm,大头ф10mm的一端面至Ra2
5μm铣床X62W三面刃圆盘铣刀φ120×12铣夹具游标卡尺150×0
56精铣端面精铣小头ф10mm的一端面至Ra2
5μm,大头ф10mm的一端面至Ra20μm铣床X62W三面刃圆盘铣刀φ120×12铣夹具游标卡尺150×0
57钻、扩、铰孔钻、扩、铰2-ф7
94mm孔至2-ф7
956mm、Ra1
25μm钻床Z5140高速钢钻头φ7
5扩孔钻钻头φ7
94铰刀赛规φ7
94内径千分尺钻夹具游标卡尺150×0
258倒角2-ф7
94mm孔至0
5mm、Ra10μm倒角至0
5mm、Ra10μm钻床Z5140高速钢钻头ф7
94钻夹具游标卡尺150×0
25工厂机械加工工艺过程卡片产品型号零件图号1共2页产品名称零件名称小连杆第2页材料牌号HT200毛坯种类铸件毛坯外形尺寸58×16×18每毛坯件数1每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件9钻底孔扩孔钻M3
5mm孔,扩孔至ф3
7mm钻床Z5140高速钢钻头ф3