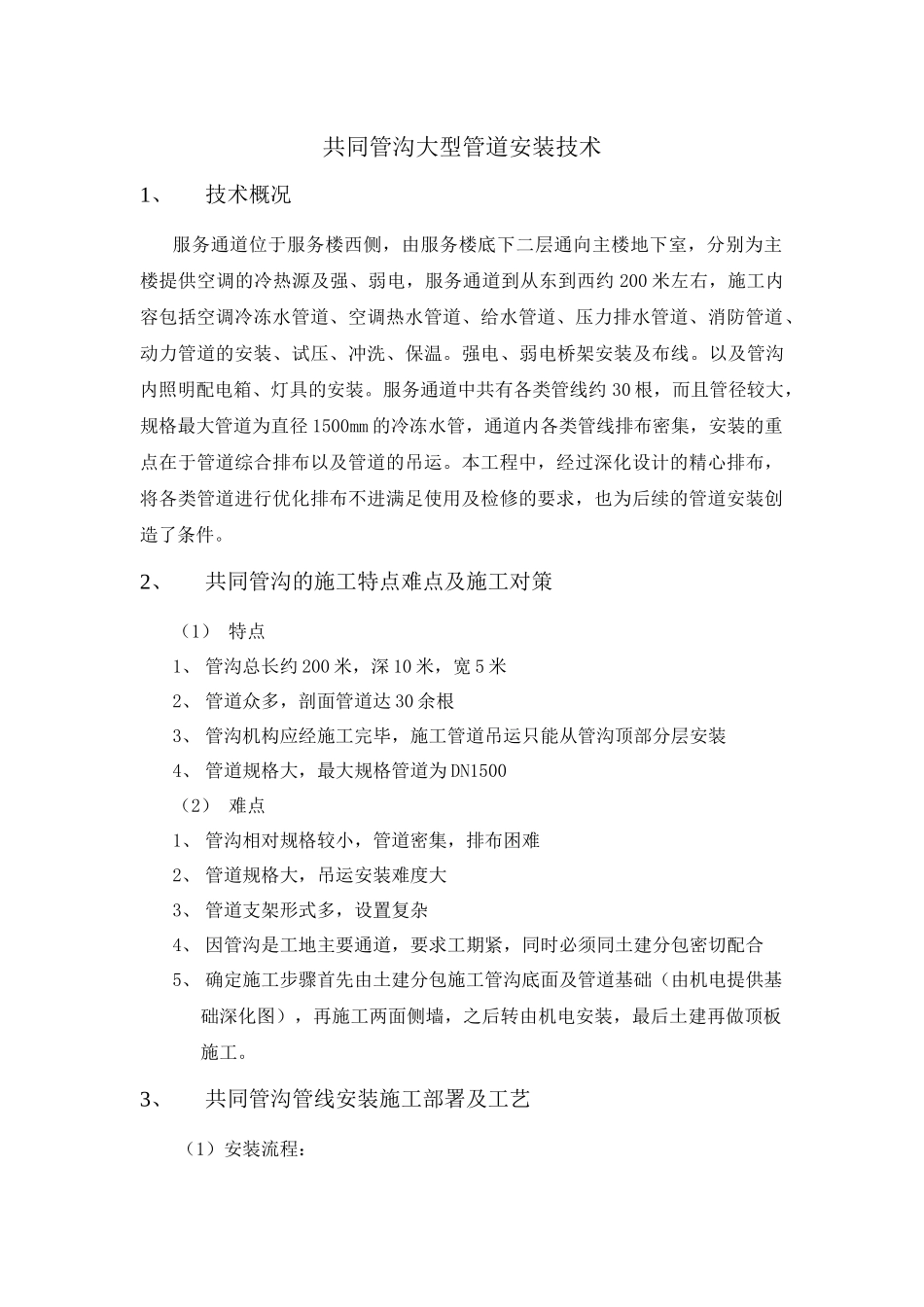
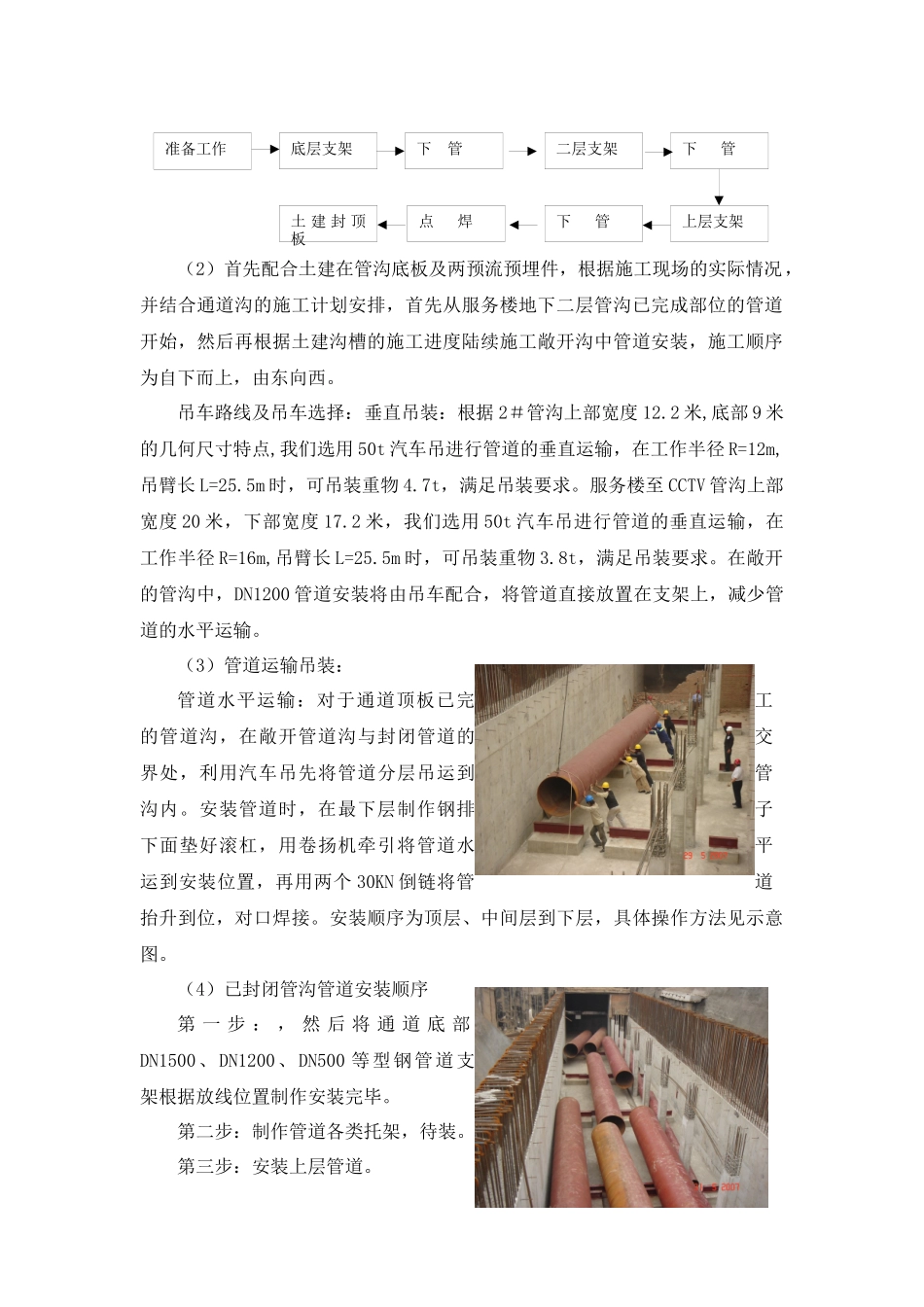
共同管沟大型管道安装技术1、技术概况服务通道位于服务楼西侧,由服务楼底下二层通向主楼地下室,分别为主楼提供空调的冷热源及强、弱电,服务通道到从东到西约200米左右,施工内容包括空调冷冻水管道、空调热水管道、给水管道、压力排水管道、消防管道、动力管道的安装、试压、冲洗、保温。强电、弱电桥架安装及布线。以及管沟内照明配电箱、灯具的安装。服务通道中共有各类管线约30根,而且管径较大,规格最大管道为直径1500mm的冷冻水管,通道内各类管线排布密集,安装的重点在于管道综合排布以及管道的吊运。本工程中,经过深化设计的精心排布,将各类管道进行优化排布不进满足使用及检修的要求,也为后续的管道安装创造了条件。2、共同管沟的施工特点难点及施工对策(1)特点1、管沟总长约200米,深10米,宽5米2、管道众多,剖面管道达30余根3、管沟机构应经施工完毕,施工管道吊运只能从管沟顶部分层安装4、管道规格大,最大规格管道为DN1500(2)难点1、管沟相对规格较小,管道密集,排布困难2、管道规格大,吊运安装难度大3、管道支架形式多,设置复杂4、因管沟是工地主要通道,要求工期紧,同时必须同土建分包密切配合5、确定施工步骤首先由土建分包施工管沟底面及管道基础(由机电提供基础深化图),再施工两面侧墙,之后转由机电安装,最后土建再做顶板施工。3、共同管沟管线安装施工部署及工艺(1)安装流程:准备工作底层支架下管二层支架下管上层支架下管点焊土建封顶板(2)首先配合土建在管沟底板及两预流预埋件,根据施工现场的实际情况,并结合通道沟的施工计划安排,首先从服务楼地下二层管沟已完成部位的管道开始,然后再根据土建沟槽的施工进度陆续施工敞开沟中管道安装,施工顺序为自下而上,由东向西。吊车路线及吊车选择:垂直吊装:根据2#管沟上部宽度12.2米,底部9米的几何尺寸特点,我们选用50t汽车吊进行管道的垂直运输,在工作半径R=12m,吊臂长L=25.5m时,可吊装重物4.7t,满足吊装要求。服务楼至CCTV管沟上部宽度20米,下部宽度17.2米,我们选用50t汽车吊进行管道的垂直运输,在工作半径R=16m,吊臂长L=25.5m时,可吊装重物3.8t,满足吊装要求。在敞开的管沟中,DN1200管道安装将由吊车配合,将管道直接放置在支架上,减少管道的水平运输。(3)管道运输吊装:管道水平运输:对于通道顶板已完工的管道沟,在敞开管道沟与封闭管道的交界处,利用汽车吊先将管道分层吊运到管沟内。安装管道时,在最下层制作钢排子下面垫好滚杠,用卷扬机牵引将管道水平运到安装位置,再用两个30KN倒链将管道抬升到位,对口焊接。安装顺序为顶层、中间层到下层,具体操作方法见示意图。(4)已封闭管沟管道安装顺序第一步:,然后将通道底部DN1500、DN1200、DN500等型钢管道支架根据放线位置制作安装完毕。第二步:制作管道各类托架,待装。第三步:安装上层管道。第四步:安装下层管道(6)管道焊接劳动力计算管道的组对焊接:焊工需要数量计算书:正常劳动生产率为每人4米/天,总工日=工作量÷劳动生产率=493÷4=123.25(工日),预计焊接工期为35天,需要焊工人数为123.25÷35≈4人,通过计算得出需要焊接管道的焊工4名,在35天内完成服务通道内的管道焊接工作。以上只是理想状态下的计算,考虑诸多因素,将准备焊工10人,以满足工期要求。焊接施工管道焊缝组对时,管口组对采用专用的组对工具,以确保管子的平直度和对口平齐度。为了保证焊接过程对管道造成应力变形,DN≤500管道焊接前必须沿环形焊缝对焊口进行必要的点焊加固,然后再分别从两侧自下而上进行焊接。DN>500采用两名焊工分别从管道两侧同时施焊。焊接顺序参见下图管道焊接顺序示意图管道焊接采用手工电弧焊,施焊过程中应保证起弧和收弧质量,防止弧坑火口裂纹,多层焊做到层间接头错开。每条焊缝尽可能做到一次焊完,因故被迫中断时,及时采取防裂措施(如接头保温缓冷),继续施焊前首先确认接头无裂纹后方可继续施焊。管道焊接时,管道内应防止穿堂风,焊接区域的风速超过8m/s时,用临时挡板将管道两侧管口进行封堵,施焊区域采用彩条布作为临时防风措施,防止对焊接质量造成影响。施焊点窄小的位置...