第二篇薄板车间轧机操作、维护、检修规程一、轧机设备操作规程1
设备规格型号及技术参数性能轧制形式:二辊叠轧最大轧制量:4
5T/h轧制速度:1
63m/s开轧板温:960℃终轧板温:≥700℃主减速机:中心距:3000mm速比:12
59主电机:主电机1000KW、490r/min、6000V机架:允许最大轧制力1200T轧辊尺寸:φ800x1200mm2
轧机辅机设备前输送台:链式输送,输送速度:1
44m/s后输送台:链式输送,输送速度:1
44m/s压下装置:最大行程:500mm传动形式:涡轮蜗杆压下形式:螺纹传动压下折叠机:气动夹紧,凸轮机构形式折板3
轧机操作规程及技术要求3
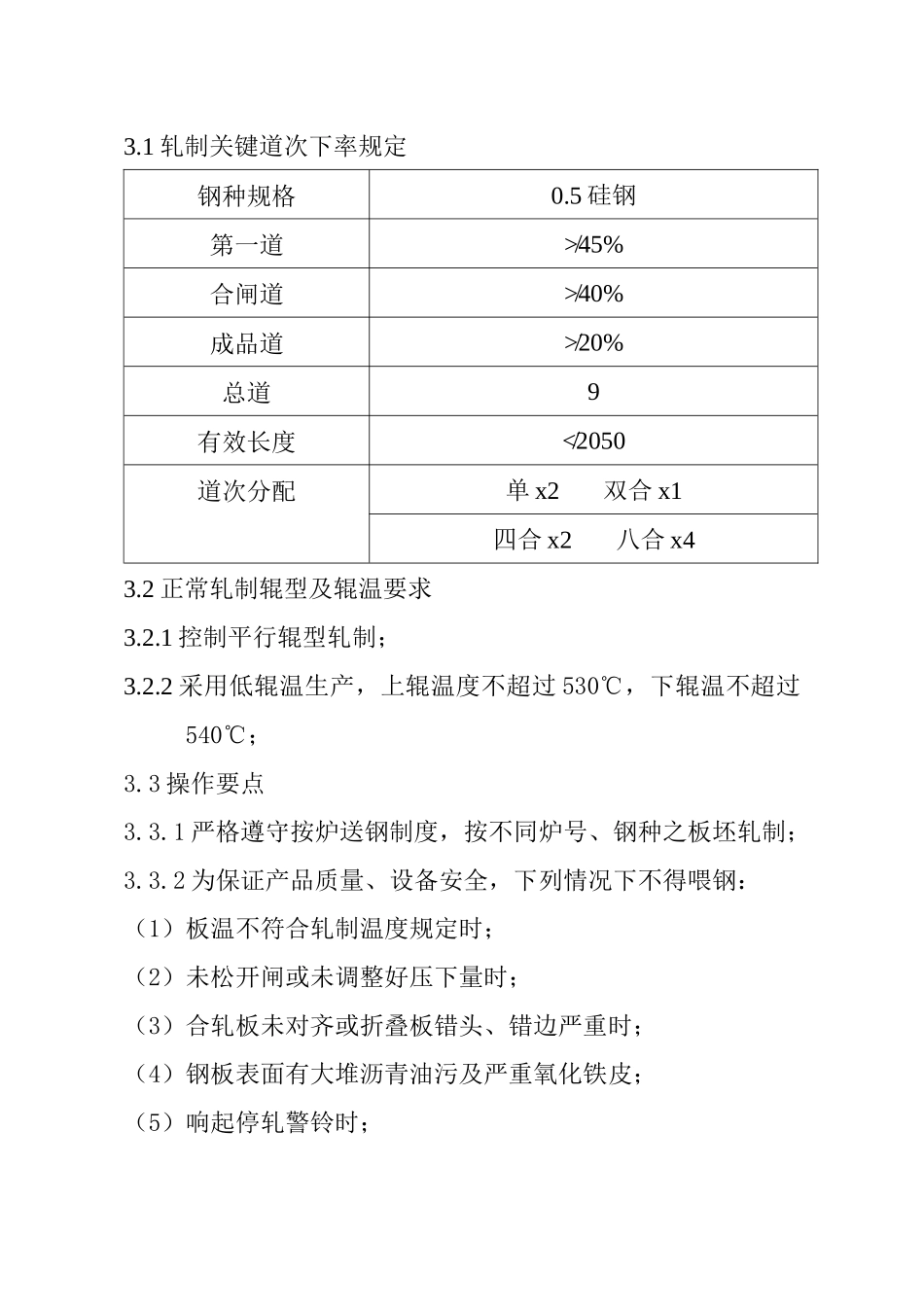
1轧制关键道次下率规定钢种规格0
5硅钢第一道≯�45%合闸道≯�40%成品道≯�20%总道9有效长度≮�2050道次分配单x2双合x1四合x2八合x43
2正常轧制辊型及辊温要求3
1控制平行辊型轧制;3
2采用低辊温生产,上辊温度不超过530℃,下辊温不超过540℃;3
3操作要点3
1严格遵守按炉送钢制度,按不同炉号、钢种之板坯轧制;3
2为保证产品质量、设备安全,下列情况下不得喂钢:(1)板温不符合轧制温度规定时;(2)未松开闸或未调整好压下量时;(3)合轧板未对齐或折叠板错头、错边严重时;(4)钢板表面有大堆沥青油污及严重氧化铁皮;(5)响起停轧警铃时;(6)发生各种影响产品质量及设备安全时;(7)板坯严重翘曲、裂边、变形以及尺寸不符时
(8)把闸手制止时
3为确保钢板产品尺寸,轧制过程中板型应符合如下要求:(1)折叠时两边错边总和应小于20毫米;错头应小于50毫米
(2)头部轧斜不得大于20毫米
(3)钢板尾部凹线应小于50毫米,超过时则必须烫辊
(4)钢板出现大小角时,把闸手必须调整两边压下量,使其两角正常
4前喂工喂料时单片不得有搭头,钢板要拨正、