首钢矿业公司机械厂焊接件技术标准生产技术科2003.10.24焊接件技术标准京Q/SKJB-01一、主题内容与适用范围本标准规定了焊接件通用技术条件,本标准适用于冶金设备及其零部件
以手工电弧焊、埋弧焊、气体保护焊方法焊接碳素钢、低合金结构钢材质的冶金设备焊接件的制造
焊接件的制造必须符合设计图样的技术条件和技术要求
图样没有要求时,执行本标准
如有特殊要求时,应在定货合同中规定,由定货有关人员用书面文件的形式通知生产车间
二、引用标准:YB/T03611-92《冶金设备制造通用技术条件》JB/T5000-1998《重型机械标准》GB50205-2001《钢结构工程施工质量验收规范》三、技术条件:1、材料标准1
1用于制造焊接件的原材料(钢板、型钢和钢管等)的钢号、规格及尺寸应符合设计图样的要求,材料代用要有用户或设计部门认可的代用单方能投入使用
2钢材表面锈蚀、麻点或划痕的深度不得大于该钢材厚度负偏差值的1/2
3用于制造焊接件的原材料、连接材料、焊接材料、涂料(钢板、型钢、钢管、焊条、焊丝、焊剂、气体、底漆、面漆、螺栓等)进厂时,必须附有质量保证书,并应符合设计文件的要求和有关标准的规定
4对无牌号、无合格证明书的原材料和焊接材料须进行检验和鉴定,确定其牌号及规格方可使用
5钢材和连接、焊接辅材必须签认合格后方可入库,并作出标记,防止变形、损伤和潮湿
6严禁使用牌号不明及未经有关部门验收的各种材料
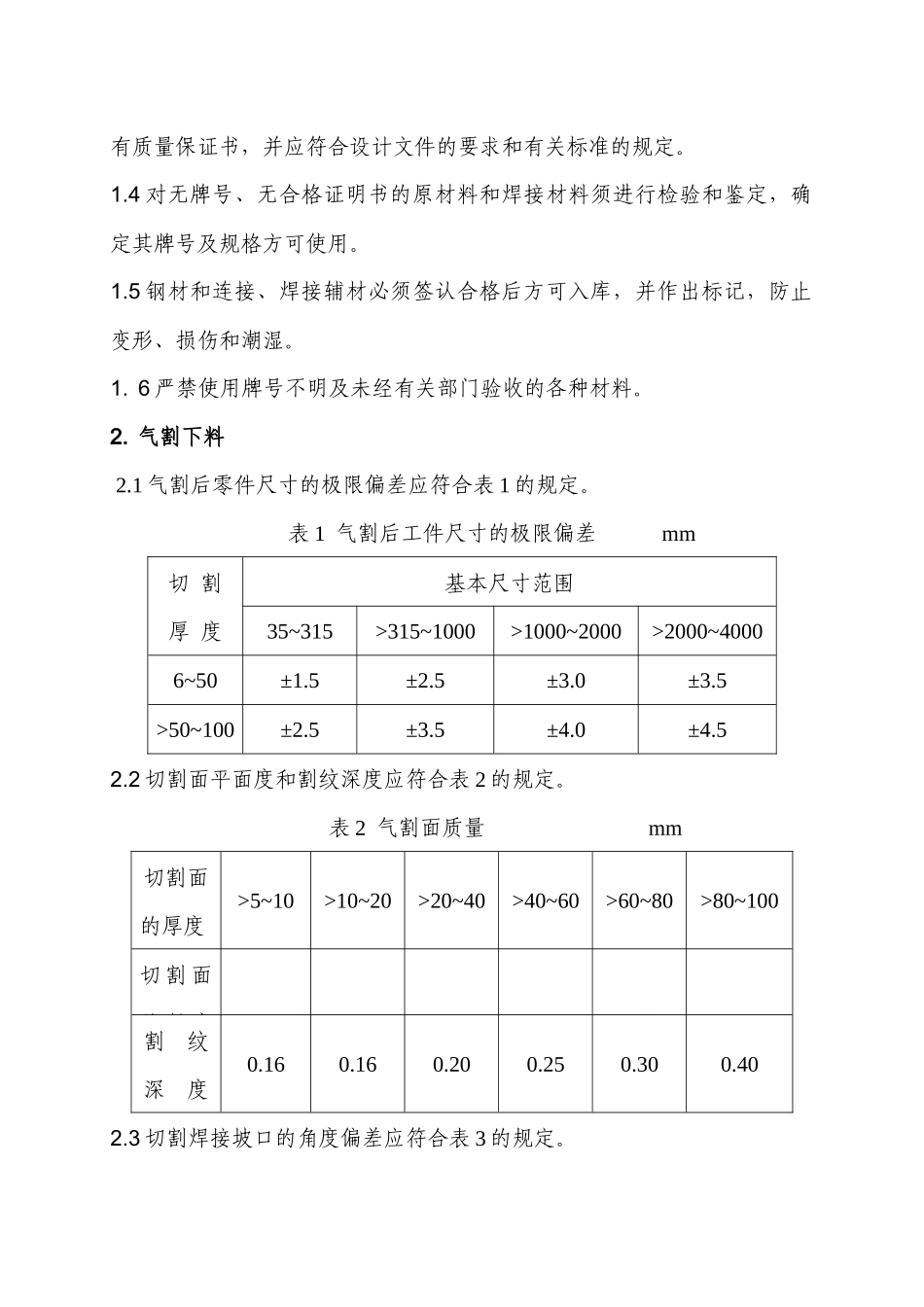
1气割后零件尺寸的极限偏差应符合表1的规定
表1气割后工件尺寸的极限偏差mm切割厚度基本尺寸范围35~315>315~1000>1000~2000>2000~40006~50±1
5>50~100±2
2切割面平面度和割纹深度应符合表2的规定
表2气割面质量mm切割面的厚度>5~10>1