齿轮之种类:齿状有许多种类,依照齿轮轴性区分,有平行轴(parallelaxis),直交轴(intersectingaxis),错交轴(non-parallelandnon-intersectingaxis)齿轮之分类齿轮之种类效率平行轴正,斜齿轮95-99%正,斜齿条内齿轮直交轴伞形齿轮95-99%错交轴WormandWormWheel30-88%1
决定齿轮要传递多少的功率P2
两配合的齿轮转速为何
N1,N23
算出速度比(velocityratio)VR=N1/N24
查表得模数大小(m),并使用最小且可能的齿数N代入式子去试验5
用速度比和pinion齿数来决定gear的齿数N=VR×N16
由上可求得节圆直径D1=m×N1;D2=m×N2及中心轴距C=(D1+D2)÷27
由上条件可计算出法向受力及切线速度Vt8
考虑齿面宽F及齿形系数u9
依据所需的负荷、硬度、弹性系数等机械性质,选择适当的材料齿轮加工时的特殊用语:1
齿形修整(tiprelief)齿形修整有齿冠部份之修整及齿根部份之修整两种,大部分是轴类的齿冠修整较普遍使用,且一各国标准及齿轮级数不同,修整量也有不同
优点是可缓和干扰,降低噪音,增长齿轮寿命
但若修整量过大,将会发生咬合不良
鼓形加工及削端加工鼓形加工及削端加工都是齿筋方向的修整方法
鼓形加工为使齿面之接触集中在齿幅之中央部位,而将齿筋修整成带有鼓形之状态,若鼓形加工过甚,对齿轮强度有不良影响
削端加工为将齿筋之两端轻微倒角,如此可得近似鼓形加工之效果
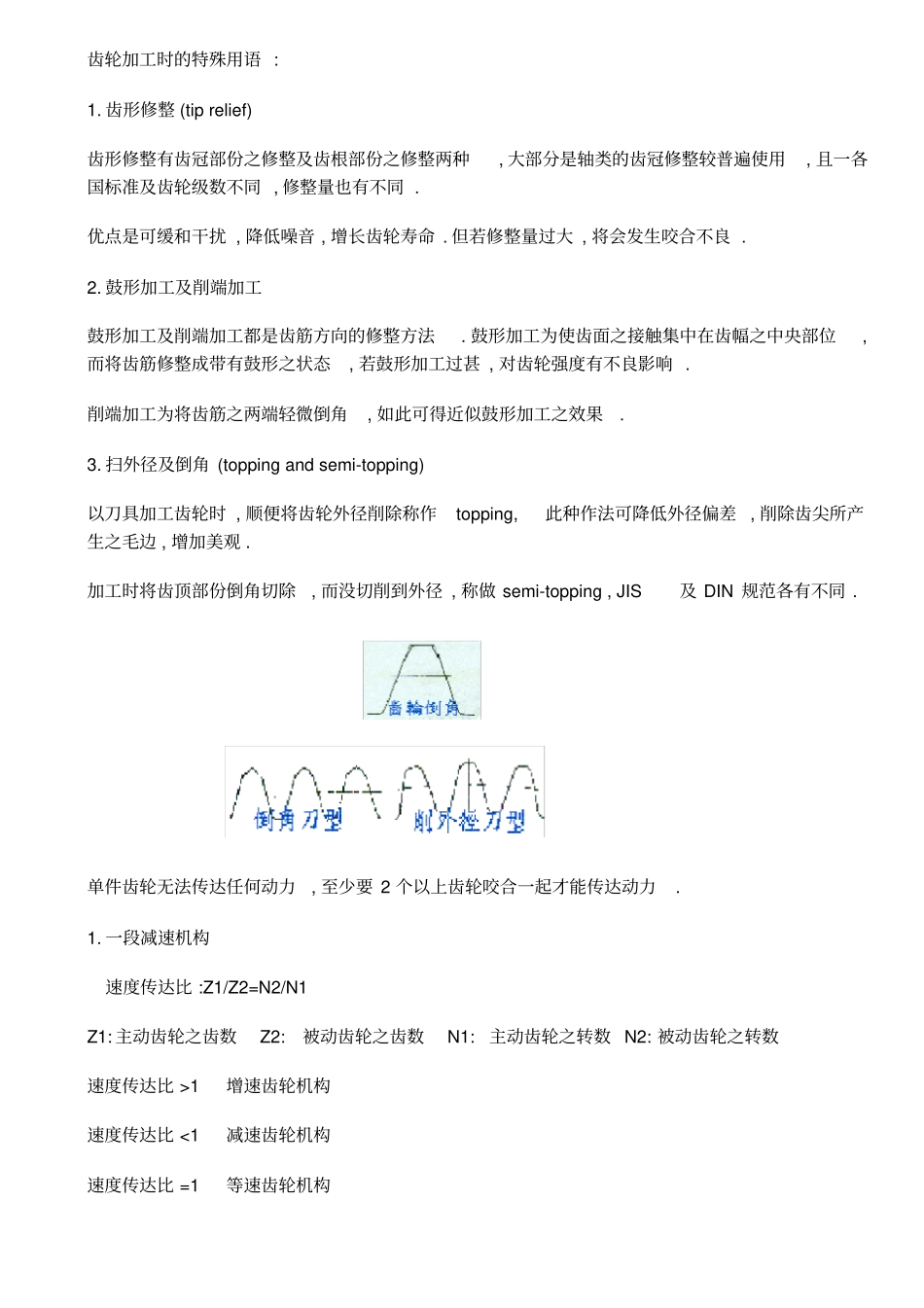
扫外径及倒角(toppingandsemi-topping)以刀具加工齿轮时,顺便将齿轮外径削除称作topping,此种作法可降低外径偏差,削除齿尖所产生之毛边,增加美观
加工时将齿顶部份倒角切除,而没切削到外径,称做semi-topping,JIS及DIN规范各有不同
单件齿轮无法