如皋市江海技工学校教案首页授课日期班级课题:_____§1-2砂型铸造(二)教学目的、要求:1
如何设置浇注系统和冒口、完成合型3
了解几种特种铸造的工艺特点述教学重点、难点:如何设置浇注系统和冒口、完成合型授课方法:讲授法、视听法教学参考及教具(含电教设备):《机械制造工艺基础》多媒体授课执行情况及分析:(续页)教学过程及时间分配主要教学内容教学方法运用2分3分5分5分5分
组织教学点名考勤、稳定学生情绪、宣布上课
复习旧课1.铸造定义:答案:将液态金属浇注到具有与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,称为铸造
砂型铸造的工艺过程答案:砂型铸造工艺过程:制造模样、制备造型材料、造型、造芯、合型、金属熔炼、浇注、冷却、落砂、清理及铸件检验等组成
导入新课通过上次课的学习,砂型制作过程中只是刚刚开始,后续工作还有哪些呢
今天我们继续学习
讲授新课§1-2砂型铸造(二)3、造型1、定义:用造型混合料及模样等工艺装备制造铸型的过程称为造型
2、分类:分为手工造型、机器造型和自动化造型
3、手工造型:⑴定义:全部用手工或手动工具完成的造型工序
⑵特点:手工造型操作灵活、适应性广、工艺装备简单、成本低,但其铸件质量不稳定、生产率低、劳动强度大、操作技艺要求高
⑶造型方法及特点P8-94、机器造型:⑴机器造型定义:指用机器全部完成或至少完成紧砂操作的造提问法讲授法讲授法20分10分型工序
⑵紧砂定义:提高砂箱内的型砂和芯盒内的芯砂紧实度的操作
⑶紧砂常用的方法:压实法、震实法、抛砂法
5、自动化造型:⑴自动化造型定义:P111⑵自动化造型特点(优点、缺点):⑶适用范围:适用于大批量生产和流水线生产
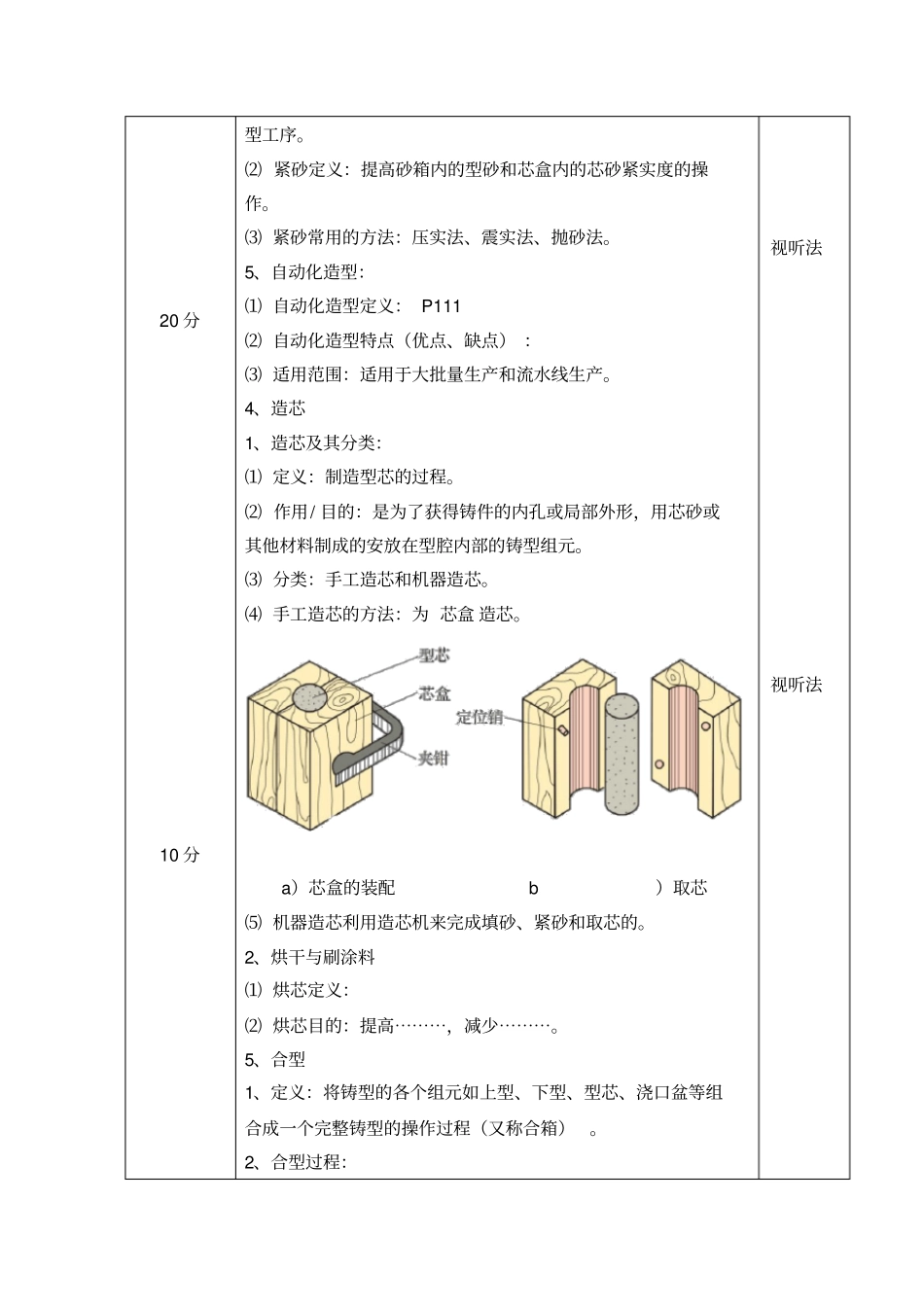
4、造芯1、造芯及其分类:⑴定义:制造型芯的过程
⑵作用/目的:是为了获得铸件的内孔或局部外形,用芯砂或其他材料制成的安放在型腔内