第0页共78页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第0页共78页金属屋面施工组织设计方案交底记录工程名称东北亚(长春)国际机械城会展中心项目分项工程名称金属屋面施工组织设计方案交底日期年月日交底地点大会议室交底人接受交底人第一章屋面加工能力及制造方案第一节屋面制作方法和技术保证措施1
1机械准备本工程所用现场压型设备为专用铝合金压板机,设备性能良好,自动化生产程度高,全电脑程序化控制
且该设备自备发电机,在现场无适合电源或停电时均可满足加工需要
压板机为全自动化设备
制作设备进场前,依据现场实际情况并与业主协商后选定设备的就位场地,场地需预先进行平整、硬化,以保证工作时设备能平稳运行
在设备的出板方向处应有足够长的空地,以保证按图纸要求生产出通长的板
压板机就位后,必须根据压板工艺的要求,调整好其位置和角度
在开工前三天对机器进行维修、保养和测试
2工厂车间加工流程本工程采用1
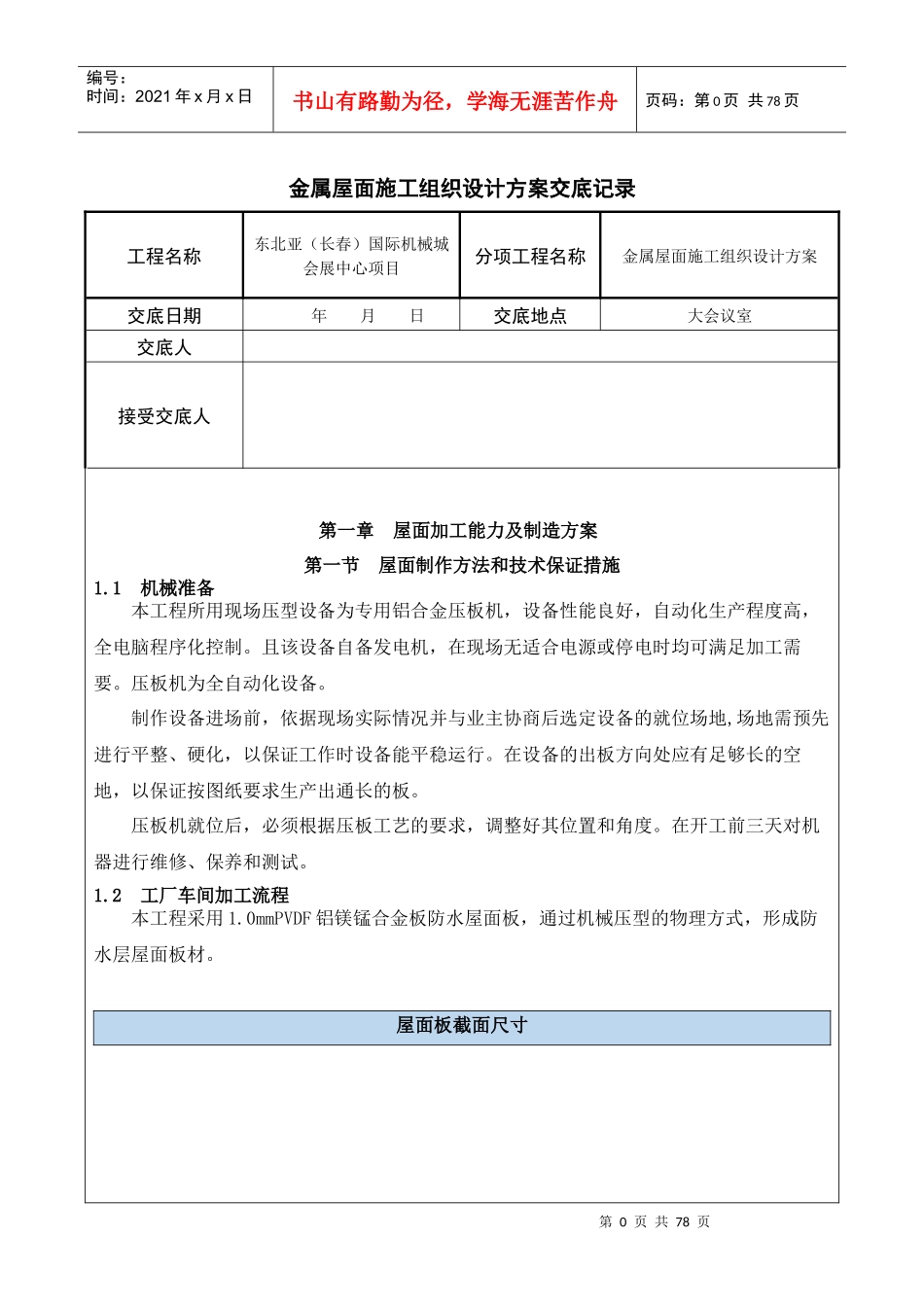
0mmPVDF铝镁锰合金板防水屋面板,通过机械压型的物理方式,形成防水层屋面板材
屋面板截面尺寸第1页共78页第0页共78页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共78页1
3现场加工工艺及要求对于本工程的屋面板材,我们综合考虑了屋面板的安装高度、加工场地,屋面板的垂直运输、屋面板长度及板材是否需弯弧等情况,计划采取以下加工生产方式:对于本工程的屋面板,采取先加工成扇型屋面板,再进行弯弧处理然后进行安装的方式,可以随时对屋面板弧度进行调整,保证弧形屋面板的安装精度,同时可减少二次搬运和搬运过程中的屋面板变形
对于屋面板边安装边加工的方式,采取铁扁担屋面板在加工后直接吊运至屋面,运至屋面之后,通过人工搬运的方式运输到指定位置
人工搬运过程中应注意人员间隔不应该大于3米
屋面板加工的先后顺序按照屋面的分区施工流水顺序进行