推拉式酸洗线工艺培训教程1酸洗车间的作用我厂一期的建设共分四条线:酸洗
冷轧、镀锌和彩涂
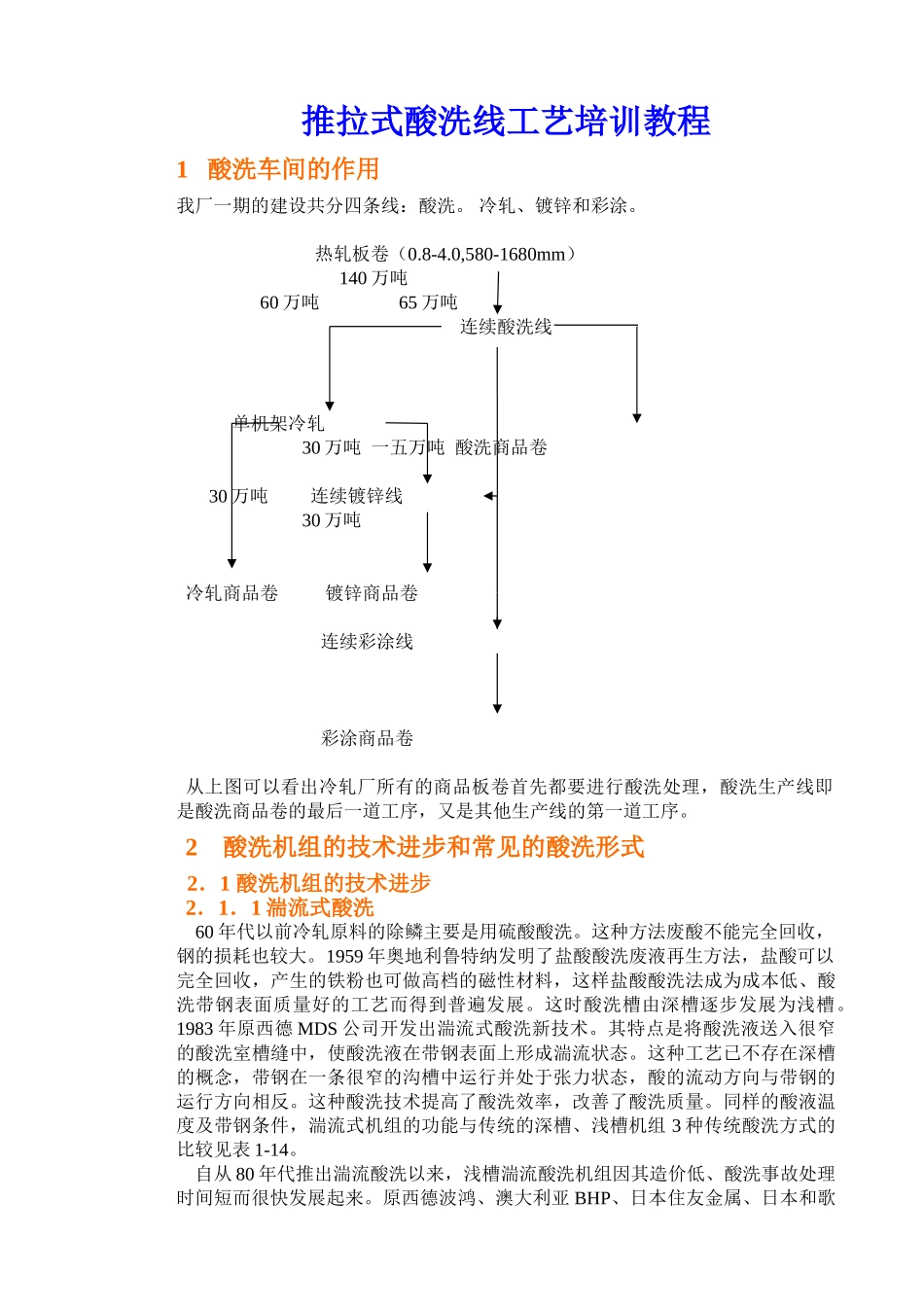
热轧板卷(0
0,580-1680mm)140万吨60万吨65万吨连续酸洗线单机架冷轧30万吨一五万吨酸洗商品卷30万吨连续镀锌线30万吨冷轧商品卷镀锌商品卷连续彩涂线彩涂商品卷从上图可以看出冷轧厂所有的商品板卷首先都要进行酸洗处理,酸洗生产线即是酸洗商品卷的最后一道工序,又是其他生产线的第一道工序
2酸洗机组的技术进步和常见的酸洗形式2.1酸洗机组的技术进步2.1.1湍流式酸洗60年代以前冷轧原料的除鳞主要是用硫酸酸洗
这种方法废酸不能完全回收,钢的损耗也较大
1959年奥地利鲁特纳发明了盐酸酸洗废液再生方法,盐酸可以完全回收,产生的铁粉也可做高档的磁性材料,这样盐酸酸洗法成为成本低、酸洗带钢表面质量好的工艺而得到普遍发展
这时酸洗槽由深槽逐步发展为浅槽
1983年原西德MDS公司开发出湍流式酸洗新技术
其特点是将酸洗液送入很窄的酸洗室槽缝中,使酸洗液在带钢表面上形成湍流状态
这种工艺已不存在深槽的概念,带钢在一条很窄的沟槽中运行并处于张力状态,酸的流动方向与带钢的运行方向相反
这种酸洗技术提高了酸洗效率,改善了酸洗质量
同样的酸液温度及带钢条件,湍流式机组的功能与传统的深槽、浅槽机组3种传统酸洗方式的比较见表1-14
自从80年代推出湍流酸洗以来,浅槽湍流酸洗机组因其造价低、酸洗事故处理时间短而很快发展起来
原西德波鸿、澳大利亚BHP、日本住友金属、日本和歌山、日本神钢加古川冷轧厂、比利时西格马公司等于1986-1990年先后建成并投产了湍流酸洗机组
这种机组的年产量从60万t发展到最大达250万t
2.1.2机械除鳞法工序的边疆化导致复合除鳞技术的发展
在传统的化学酸洗的基础上增加了机械方式除鳞
机械除鳞法有:反复弯曲法、轧制法、喷丸法、NID法及APO法等
NID法(用