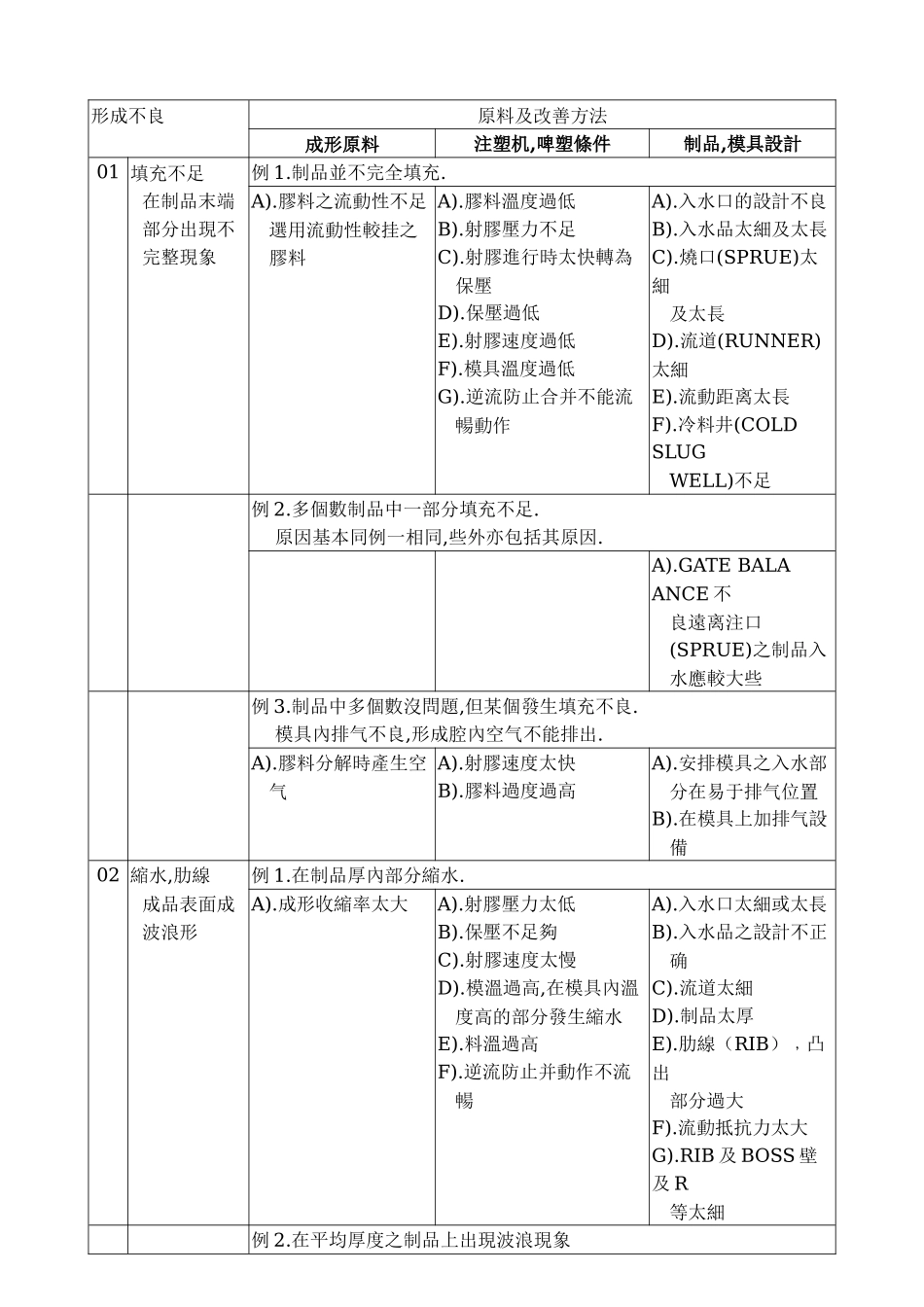
形成不良原料及改善方法成形原料注塑机,啤塑條件制品,模具設計01填充不足在制品末端部分出現不完整現象例1
制品並不完全填充
膠料之流動性不足選用流動性較挂之膠料A)
膠料溫度過低B)
射膠壓力不足C)
射膠進行時太快轉為保壓D)
保壓過低E)
射膠速度過低F)
模具溫度過低G)
逆流防止合并不能流暢動作A)
入水口的設計不良B)
入水品太細及太長C)
燒口(SPRUE)太細及太長D)
流道(RUNNER)太細E)
流動距离太長F)
冷料井(COLDSLUGWELL)不足例2
多個數制品中一部分填充不足
原因基本同例一相同,些外亦包括其原因
GATEBALAANCE不良遠离注口(SPRUE)之制品入水應較大些例3
制品中多個數沒問題,但某個發生填充不良
模具內排气不良,形成腔內空气不能排出
膠料分解時產生空气A)
射膠速度太快B)
膠料過度過高A)
安排模具之入水部分在易于排气位置B)
在模具上加排气設備02縮水,肋線成品表面成波浪形例1
在制品厚內部分縮水
成形收縮率太大A)
射膠壓力太低B)
保壓不足夠C)
射膠速度太慢D)
模溫過高,在模具內溫度高的部分發生縮水E)
料溫過高F)
逆流防止并動作不流暢A)
入水口太細或太長B)
入水品之設計不正确C)
流道太細D)
制品太厚E)
肋線(RIB)﹐凸出部分過大F)
流動抵抗力太大G)
RIB及BOSS壁及R等太細例2
在平均厚度之制品上出現波浪現象A)
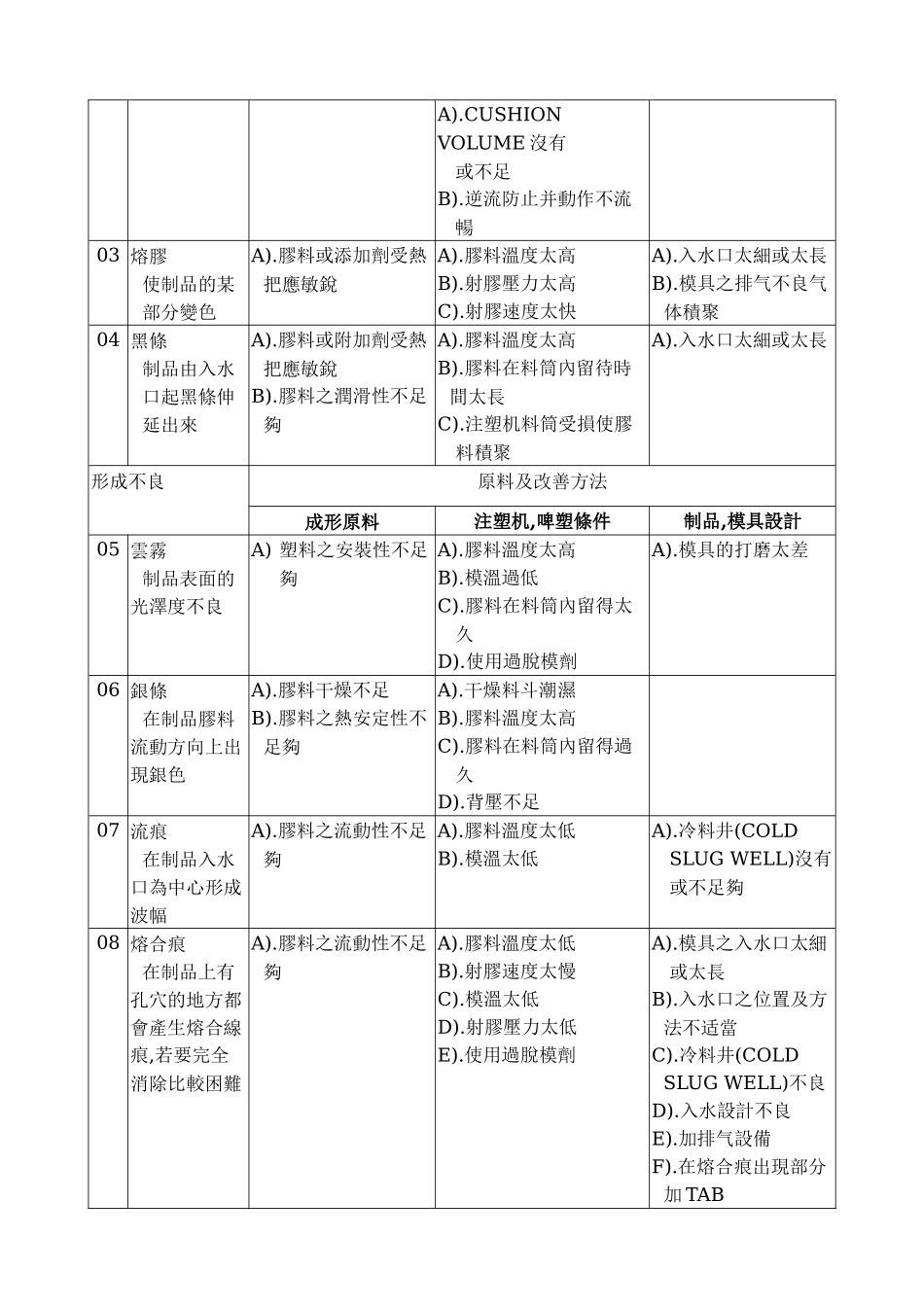
CUSHIONVOLUME沒有或不足B)
逆流防止并動作不流暢03熔膠使制品的某部分變色A)
膠料或添加劑受熱把應敏銳A)
膠料溫度太高B)
射膠壓力太高C)
射膠速度太快A)
入水口太細或太長B)
模具之排气不良气体積聚04黑條制品由入水口起黑條伸延出來A)
膠料或附加劑受熱把應敏銳B)
膠料之潤滑性不足夠A)
膠料溫度太高B)
膠料在料筒內留待時